మాలిబ్డినం ఎలక్ట్రోడ్ అధిక ఉష్ణోగ్రత ఆక్సీకరణ నిరోధకత, సుదీర్ఘ సేవా జీవితం

(1) మాలిబ్డినం పౌడర్ 2.5um నుండి 4.4um వరకు కణ పరిమాణం మరియు 400ppm నుండి 600ppm వరకు ఆక్సిజన్ కంటెంట్ మాలిబ్డినం బిల్లెట్లలోకి నొక్కబడుతుంది.అప్పుడు, మాలిబ్డినం బిల్లేట్లను రెసిస్టెన్స్ సింటరింగ్ ఫర్నేస్లో ఉంచుతారు మరియు వాక్యూమ్ లేదా హైడ్రోజన్ గ్యాస్ కింద రక్షిత వాతావరణంలో ముందుగా సింటరింగ్ చేస్తారు.ముందుగా సింటరింగ్ ప్రక్రియలో ముందుగా గది ఉష్ణోగ్రత నుండి 4-6 గంటల వరకు ఉష్ణోగ్రతను 1200 ℃కి పెంచడం, దానిని 2 గంటల పాటు ఉంచడం, ఆపై ఉష్ణోగ్రతను 1-2 గంటల పాటు 1200 ℃ నుండి 1350 ℃ వరకు పెంచడం, 2-4 వరకు పట్టుకోవడం వంటివి ఉంటాయి. గంటలు;
(2) 99.99% కంటే ఎక్కువ నాణ్యమైన స్వచ్ఛతతో మాలిబ్డినం ఎలక్ట్రోడ్లను పొందేందుకు మీడియం ఫ్రీక్వెన్సీ ఇండక్షన్ ఫర్నేస్లో ప్రీ-సింటర్డ్ మాలిబ్డినమ్ బిల్లెట్ను స్టెప్ (1)లో ఉంచండి మరియు హైడ్రోజన్ గ్యాస్ కింద రక్షిత వాతావరణంలో సింటర్ చేయండి.సింటరింగ్ ప్రక్రియ క్రింది విధంగా ఉంటుంది: ముందుగా, గది ఉష్ణోగ్రత నుండి 1-2 గంటల వరకు 1500 ℃ వరకు వేడి చేయండి మరియు సింటర్ చేయండి, దానిని 1-2 గంటలు వెచ్చగా ఉంచండి, ఆపై వేడి చేయండి మరియు 1500 ℃ నుండి 1-2 గంటల వరకు 1750 ℃ వరకు వేడి చేయండి. , 2-4 గంటలు వెచ్చగా ఉంచండి, ఆపై 1750 ℃ నుండి 1-2 గంటల వరకు 1800 ℃ నుండి 1950 ℃ వరకు వేడి చేసి, 4-6 గంటల పాటు వెచ్చగా ఉంచండి.
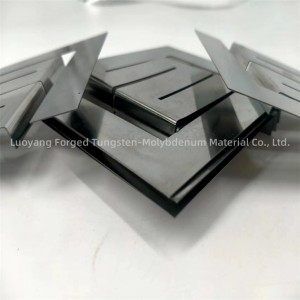
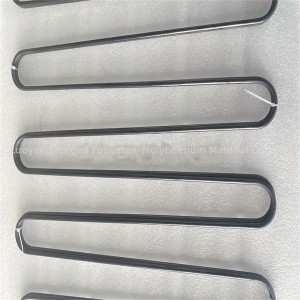
మాలిబ్డినం ఎలక్ట్రోడ్ అనేది మాలిబ్డినం ఎలక్ట్రోడ్ మెటీరియల్, ఇది దాని ప్రత్యేక ప్రయోజనాలు, ఉష్ణోగ్రత నిరోధకత, నిరంతర ఉపరితలం, మంచి వాహకత, స్థిరమైన అంచులు మరియు దాని మొత్తం నాణ్యత మరియు సేవా జీవితాన్ని మెరుగుపరచడానికి అద్భుతమైన తుప్పు నిరోధకతను ఉపయోగించుకుంటుంది.మాలిబ్డినం ఎలక్ట్రోడ్ వెండి బూడిద లోహ మెరుపును కలిగి ఉంటుంది.ఇది ఐసోస్టాటిక్ నొక్కడం సింటరింగ్ తర్వాత వివిధ రకాల నకిలీ ఇంటర్మీడియట్ ఫ్రీక్వెన్సీ ఫర్నేస్లు, వీటిని తిప్పడం, చుట్టడం, ప్లాన్ చేయడం మరియు గ్రౌండ్ చేయడం.
గాజు బట్టీలలో మాలిబ్డినం ఎలక్ట్రోడ్ల అప్లికేషన్ వారి సేవ జీవితాన్ని ప్రభావితం చేసే కారణాలలో ఒకటి, ఇది క్రింది కారకాలకు కారణమని చెప్పవచ్చు.ముందుగా, ఎలక్ట్రోడ్ ఇటుకలు లేకుండా పైభాగంలో చొప్పించిన ఎలక్ట్రోడ్ వంటి ఎలక్ట్రోడ్ల చొప్పించే పద్ధతి బట్టీ యొక్క సేవా జీవితాన్ని మెరుగుపరుస్తుంది, అయితే ఇది హాట్ టాప్ను ఏర్పరచడం సులభం, మరియు ఎలక్ట్రోడ్లు విరిగిపోయే అవకాశం ఉంది, దీనికి అధిక అవసరాలు అవసరం. పదార్థం ఉపరితలం యొక్క ఆకృతి కోసం.దిగువన చొప్పించిన ఎలక్ట్రోడ్ తక్కువ తుప్పును కలిగి ఉంటుంది, కానీ అధిక రూపకల్పన మరియు పరికరాల అవసరాలు అవసరం.ఫ్లాట్ ఎలక్ట్రోడ్ ఇటుకల కోత సాపేక్షంగా ఎక్కువగా ఉంటుంది.ప్రత్యేక రక్షణ చర్యలు తీసుకోకపోతే, అది బట్టీ యొక్క కోతను పెంచుతుంది మరియు ఆపరేషన్ మరియు ఉపయోగం కోసం అధిక అవసరాలు కలిగి ఉంటుంది.
రెండవది మాలిబ్డినం ఎలక్ట్రోడ్ వాటర్ జాకెట్ను సరిగ్గా ఉపయోగించడం.దిగువ చొప్పించిన ఎలక్ట్రోడ్లతో ఎలక్ట్రోడ్ వాటర్ జాకెట్ భర్తీ చేయడం కష్టం, కాబట్టి తీవ్రమైన నీటి లీకేజ్ తరచుగా జరుగుతుంది, ఇది ఫర్నేస్ షట్డౌన్కు దారితీస్తుంది.అందువల్ల, నీటి జాకెట్ మరియు మెత్తబడిన నీటిని క్రమం తప్పకుండా తనిఖీ చేయడం మరియు నిర్వహించడం అవసరం.అదనంగా, మాలిబ్డినం ఎలక్ట్రోడ్ల యొక్క మలినాలు మరియు సాంద్రత కూడా బట్టీలు మరియు గాజు నాణ్యతపై నిర్దిష్ట ప్రభావాన్ని చూపుతాయి.మాలిబ్డినం ఎలక్ట్రోడ్లలోని మలినాల నిష్పత్తి మరియు మాలిబ్డినం ఎలక్ట్రోడ్ల సాంద్రత మరియు ఏకరూపత మాలిబ్డినం ఎలక్ట్రోడ్లను కొలవడానికి ముఖ్యమైన సూచికలు.తక్కువ మలినాలతో మాలిబ్డినం ఎలక్ట్రోడ్లు మెరుగైన పారదర్శకతతో గాజును ఉత్పత్తి చేయగలవు.అదనంగా, ఎలక్ట్రోడ్లో ఇనుము మరియు నికెల్ యొక్క అధిక మలినాలను కూడా ఎలక్ట్రోడ్ యొక్క జీవితకాలం ప్రభావితం చేయవచ్చు.ఎలక్ట్రోడ్ సాంద్రత సాపేక్షంగా ఎక్కువ మరియు ఏకరీతిగా ఉంటుంది, ఇది ఎలక్ట్రోడ్ యొక్క సేవా జీవితాన్ని మెరుగుపరచడం, ఎలక్ట్రోడ్ కోతను నిరోధించడం మరియు గాజులో పెద్ద మొత్తంలో మాలిబ్డినం కణాలను కలపడం మాత్రమే కాకుండా, గాజు పనితీరును కూడా సమర్థవంతంగా మెరుగుపరుస్తుంది.
సారాంశంలో, మాలిబ్డినం ఎలక్ట్రోడ్లు ప్రధానంగా గాజు మరియు అరుదైన భూమి పరిశ్రమల తయారీలో ఉపయోగించబడతాయి.
| ఉత్పత్తి నామం | మాలిబ్డినం ఎలక్ట్రోడ్ |
| మెటీరియల్ | Mo1 |
| స్పెసిఫికేషన్ | అనుకూలీకరించబడింది |
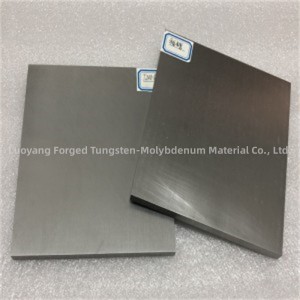
| ఉపరితల | నల్లటి చర్మం, క్షారము కడిగిన, పాలిష్. |
| సాంకేతికత | సింటరింగ్ ప్రక్రియ, మ్యాచింగ్ |
| మెల్ట్ంగ్ పాయింట్ | 2600℃ |
| సాంద్రత | 10.2గ్రా/సెం3 |
వెచాట్: 15138768150
WhatsApp: +86 15236256690
E-mail : jiajia@forgedmoly.com