Molibden elektrodu yüksək temperaturda oksidləşmə müqaviməti, uzun xidmət müddəti

(1) 2,5 um ilə 4,4 um arasında dəyişən hissəcik ölçüsü və 400 ppm ilə 600 ppm arasında dəyişən oksigen miqdarı olan molibden tozu molibden çubuqlarına sıxılır.Daha sonra molibden çubuqları müqavimətli sinterləmə sobasına yerləşdirilir və qoruyucu atmosfer kimi vakuum və ya hidrogen qazı altında əvvəlcədən sinterlənir.Əvvəlcədən sinterləmə prosesi əvvəlcə temperaturun otaq temperaturundan 4-6 saat 1200 ℃-ə yüksəldilməsini, 2 saat saxlanmasını və sonra temperaturun 1-2 saat 1200 ℃-dən 1350 ℃-ə yüksəldilməsini, 2-4 saxlamasını əhatə edir. saat;
(2) Əvvəlcədən sinterlənmiş molibden parçasını (1) addımda orta tezlikli induksiya sobasına yerləşdirin və 99,99%-dən çox keyfiyyətli təmizliyə malik molibden elektrodları əldə etmək üçün onu qoruyucu atmosfer kimi hidrogen qazı altında sinterləyin.Sinterləmə prosesi aşağıdakı kimidir: əvvəlcə otaq temperaturundan 1-2 saat 1500 ℃-ə qədər qızdırın və sinterləyin, 1-2 saat isti saxlayın, sonra qızdırın və 1500 ℃-dən 1-2 saat 1750 ℃-ə qədər qızdırın. , 2-4 saat isti saxlayın, sonra 1750 ℃-dən 1-2 saat 1800 ℃ - 1950 ℃ arasında qızdırın və 4-6 saat isti saxlayın.
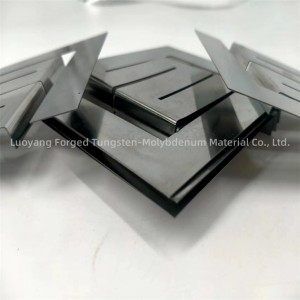
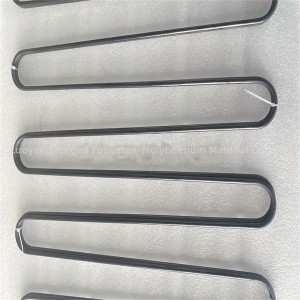
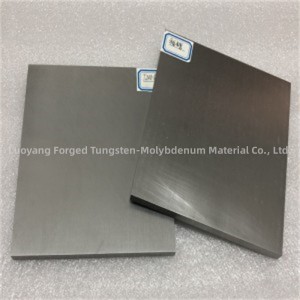
Molibden elektrod, ümumi keyfiyyətini və xidmət müddətini yaxşılaşdırmaq üçün unikal üstünlükləri, temperatur müqaviməti, davamlı səthi, yaxşı keçiriciliyi, sabit kənarları və əla korroziyaya davamlılığından istifadə edən molibden elektrod materialıdır.Molibden elektrodu gümüşü boz metal parıltıya malikdir.Bu, izostatik basaraq sinterləmədən sonra fırlanan, yuvarlanan, planlaşdırılan və üyüdülmüş müxtəlif saxta ara tezlikli sobalardır.
Molibden elektrodlarının şüşə sobalarda tətbiqi onların xidmət müddətinə təsir edən səbəblərdən biridir ki, bu da aşağıdakı amillərlə əlaqələndirilə bilər.Birincisi, elektrodların daxil edilməsi üsulu, məsələn, elektrod kərpicləri olmayan yuxarıdan daxil edilmiş elektrod, sobanın xidmət müddətini yaxşılaşdıra bilər, lakin isti zirvə yaratmaq asandır və elektrodlar qırılmağa meyllidir, bu da yüksək tələblər tələb edir. material səthinin forması üçün.Aşağı daxil edilmiş elektrod daha az korroziyaya malikdir, lakin daha yüksək dizayn və avadanlıq tələbləri tələb edir.Yastı elektrodlu kərpiclərin aşınması nisbətən yüksəkdir.Xüsusi mühafizə tədbirləri görülməzsə, sobanın aşınmasını artıracaq və istismar və istifadə üçün yüksək tələblərə malikdir.
İkincisi, molibden elektrod su gödəkçəsini düzgün istifadə etməkdir.Aşağı elektrodları olan elektrod su gödəkçəsini dəyişdirmək çətindir, buna görə də tez-tez ciddi su sızması baş verir və bu, sobanın bağlanmasına səbəb olur.Buna görə də su gödəkçəsini və yumşaldılmış suyu mütəmadi olaraq yoxlamaq və ona qulluq etmək lazımdır.Bundan əlavə, molibden elektrodlarının çirkləri və sıxlığı da sobaların və şüşələrin keyfiyyətinə müəyyən təsir göstərir.Molibden elektrodlarındakı çirklərin nisbəti və molibden elektrodlarının sıxlığı və vahidliyi molibden elektrodlarının ölçülməsi üçün vacib göstəricilərdir.Daha az çirkləri olan molibden elektrodları daha yaxşı şəffaflığa malik şüşə istehsal edə bilər.Bundan əlavə, elektroddakı dəmir və nikelin həddindən artıq çirkləri də elektrodun xidmət müddətinə təsir göstərə bilər.Elektrod sıxlığı nisbətən yüksək və vahiddir, bu, yalnız elektrodun xidmət müddətini yaxşılaşdıra bilməz, elektrod eroziyasının qarşısını alır və çox miqdarda molibden hissəciklərinin şüşəyə qarışmasına səbəb olur, həm də şüşənin işini effektiv şəkildə yaxşılaşdırır.
Xülasə, molibden elektrodları əsasən şüşə və nadir torpaq sənayesinin istehsalında istifadə olunur.
| Məhsulun adı | Molibden elektrodu |
| Material | Mo1 |
| Spesifikasiya | Fərdiləşdirilmiş |
| Səthi | Qara dəri, qələvi ilə yuyulur, cilalanır. |
| Texnika | Sinterləmə prosesi, emal |
| Ərimə nöqtəsi | 2600 ℃ |
| Sıxlıq | 10,2 q/sm3 |
Wechat: 15138768150
WhatsApp: +86 15236256690
E-mail : jiajia@forgedmoly.com