
Ferfil de tungstè és un procés complex i difícil.El procés s'ha de controlar estretament per tal d'assegurar la química adequada, així com les propietats físiques adequades del cable acabat.Retallar les cantonades al principi del procés per reduir els preus dels cables pot provocar un mal rendiment del producte acabat.Podeu estar segur que el filferro de "Forgedmoly" s'ha fabricat constantment amb els estàndards més alts i funcionarà de manera constant.
La refinació del tungstè del mineral no es pot realitzar mitjançant la fosa tradicionaltungstèté el punt de fusió més alt de qualsevol metall.El tungstè s'extreu del mineral mitjançant una sèrie de reaccions químiques.El procés exacte varia segons el fabricant i la composició del mineral, però els minerals es trituran i després es torren i/o s'envien mitjançant una varietat de reaccions químiques, precipitacions i rentats per obtenir paratungstat d'amoni (APT).L'APT es pot vendre comercialment o es pot processar posteriorment a òxid de tungstè.Òxid de tungstèes pot rostir en una atmosfera d'hidrogen per crear pols de tungstè pur amb aigua com a subproducte.Pols de tungstè és el punt de partida dels productes de molí de tungstè, inclòs el filferro.
Ara que tenim pols de tungstè pur,com fem filferro?
1. Premer
Pols de tungstèes tamisa i es barreja.Es pot afegir una carpeta.Es pesa una quantitat fixa i es carrega en un motlle d'acer que es carrega en una premsa.La pols es compacta en una barra cohesionada però fràgil.Es desmunta el motlle i es retira la barra.Imatge aquí.
2. Presintering
La barra fràgil es col·loca en un vaixell de metall refractari i es carrega en un forn amb una atmosfera d'hidrogen.L'alta temperatura comença a consolidar el material.El material és al voltant del 60% al 70% de la densitat total, amb poc o cap creixement del gra.
3. Sinterització completa
La barra es carrega en una ampolla de tractament especial refrigerada per aigua.El corrent elèctric passarà per la barra.La calor generada per aquest corrent farà que la barra es densifiqui al voltant del 85% al 95% de la densitat total i es redueixi un 15% aproximadament.A més, comencen a formar-se cristalls de tungstè dins de la barra.
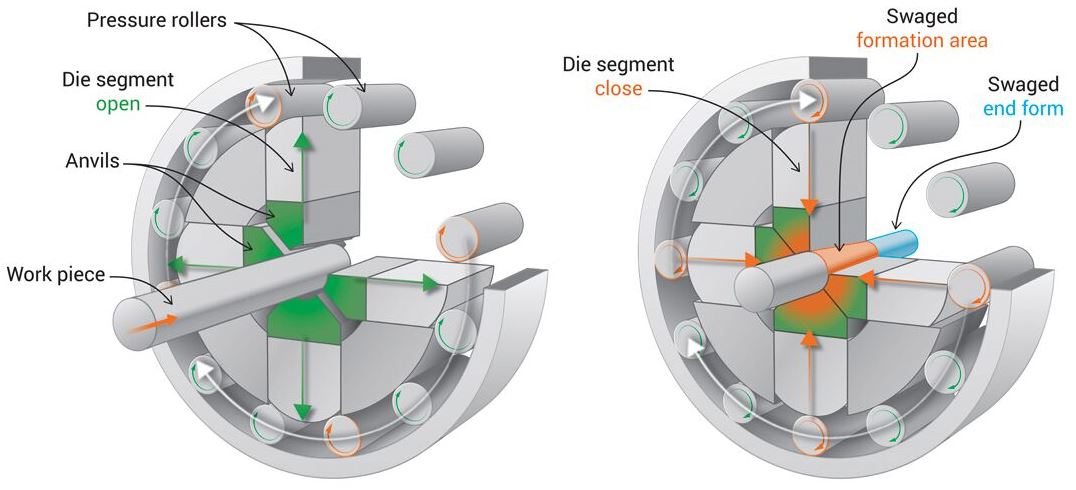
4. Estampació
La barra de tungstè és ara forta, però molt trencadissa a temperatura ambient.Es pot fer més mal·leable augmentant la seva temperatura entre 1200 °C i 1500 °C.A aquesta temperatura, la barra es pot passar per una butxaca.Un swager és un dispositiu que redueix el diàmetre d'una vareta fent-la passar per una matriu que està dissenyada per colpejar la vareta a uns 10.000 cops per minut.Normalment, un swager reduirà el diàmetre en un 12% per passada.L'estampació allarga els cristalls, creant una estructura fibrosa.Tot i que això és desitjable en el producte acabat per a la ductilitat i la resistència, en aquest punt la vareta s'ha d'alleujar l'estrès mitjançant el reescalfament.L'estampació continua fins que la vareta estigui entre .25 i .10 polzades.
5. Dibuix
Ara es pot traçar filferro estampat d'unes 0,10 polzades a través de matrius per reduir el diàmetre.Un filferro es lubrica i es treu mitjançant matrius de carbur de tungstè o diamant.Les reduccions exactes de diàmetre depenen de la química exacta i de l'ús final del cable.A mesura que s'estira el cable, les fibres tornen a allargar-se i la resistència a la tracció augmenta.En determinades etapes, pot ser necessari recobrir el cable per permetre un processament posterior.Un filferro es pot estirar fins a 0,0005 polzades de diàmetre.

Es tracta d'una simplificació d'un procés complex i molt controlat.Si necessiteu informació més detallada o teniu qualsevol pregunta, poseu-vos en contacte amb nosaltres.
Hora de publicació: 30-jul-2020