
Изготовлениевольфрамовая проволока это сложный, трудный процесс.Процесс должен строго контролироваться, чтобы обеспечить правильный химический состав, а также физические свойства готовой проволоки.Сокращение затрат на ранней стадии процесса с целью снижения цен на проволоку может привести к ухудшению качества готовой продукции.Вы можете быть уверены, что проволока Forgedmoly изготовлена в соответствии с самыми высокими стандартами и будет работать стабильно хорошо.
Очистка вольфрама из руды не может быть произведена традиционной плавкой, посколькувольфрамимеет самую высокую температуру плавления среди всех металлов.Вольфрам извлекается из руды посредством ряда химических реакций.Точный процесс зависит от производителя и состава руды, но руду измельчают, затем обжигают и/или подвергают различным химическим реакциям, осаждениям и промывкам для получения паравольфрамата аммония (APT).APT можно продавать на коммерческой основе или подвергать дальнейшей переработке в оксид вольфрама.оксид вольфрамаможно обжигать в атмосфере водорода для получения чистого вольфрамового порошка с водой в качестве побочного продукта.Вольфрамовый порошок является отправной точкой для производства вольфрамовой продукции, включая проволоку.
Теперь, когда у нас есть чистый вольфрамовый порошок,как мы делаем проволоку?
1. Прессование
Вольфрамовый порошокпросеивается и перемешивается.Можно добавить связующее.Фиксированное количество взвешивается и загружается в стальную форму, которая загружается в пресс.Порошок уплотняется в связный, но хрупкий брусок.Форма разбирается и стержень вынимается.Изображение здесь.
2. Предварительное спекание
Хрупкий стержень помещают в лодочку из огнеупорного металла и загружают в печь с атмосферой водорода.Высокая температура начинает консолидировать материал.Материал имеет плотность около 60–70% от полной плотности, с небольшим ростом зерен или без него.
3. Полное спекание
Брусок загружается в специальную бутыль для обработки с водяным охлаждением.Электрический ток будет пропущен через стержень.Тепло, выделяемое этим током, заставит стержень уплотниться примерно до 85–95 % от полной плотности и сжать примерно на 15 % или около того.Кроме того, внутри стержня начинают образовываться кристаллы вольфрама.
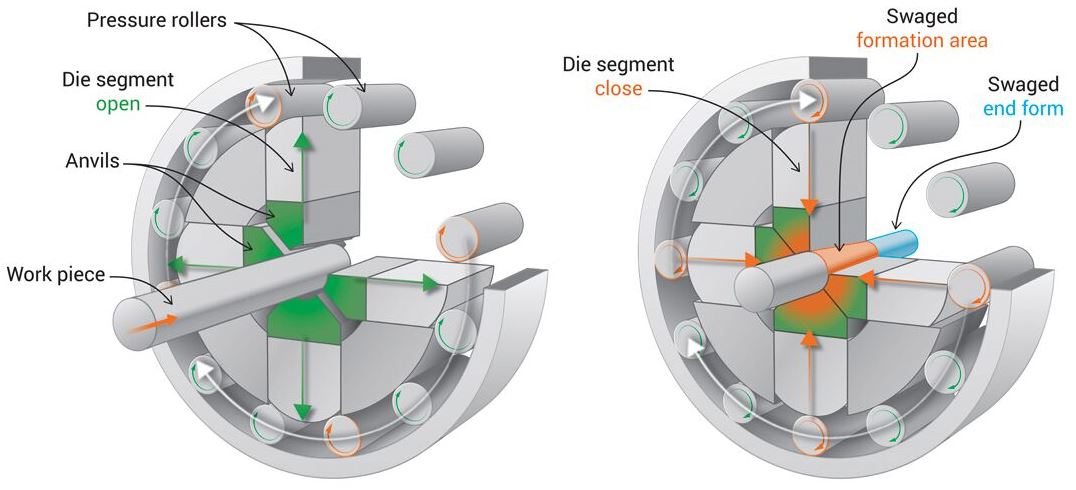
4. Обжимка
Вольфрамовый стержень теперь прочен, но очень хрупок при комнатной температуре.Его можно сделать более пластичным, повысив его температуру до 1200–1500°C.При этой температуре пруток можно пропускать через обжимную машину.Обжимной механизм — это устройство, которое уменьшает диаметр стержня, пропуская его через штамп, предназначенный для забивания стержня со скоростью около 10 000 ударов в минуту.Обычно обжимная машина уменьшает диаметр примерно на 12% за проход.Обжимка удлиняет кристаллы, создавая волокнистую структуру.Хотя это желательно для готового изделия с точки зрения пластичности и прочности, на этом этапе стержень необходимо снять с напряжения путем повторного нагрева.Обжатие продолжается до тех пор, пока диаметр стержня не достигнет значения от 0,25 до 0,10 дюйма.
5. Рисование
Обжатую проволоку диаметром около 0,10 дюйма теперь можно протягивать через матрицы, чтобы уменьшить диаметр.Проволоку смазывают и протягивают через матрицы из карбида вольфрама или алмаза.Точное уменьшение диаметра зависит от конкретного химического состава и конечного использования проволоки.По мере вытягивания проволоки волокна снова удлиняются, а прочность на разрыв увеличивается.На определенных этапах может потребоваться отжиг проволоки для дальнейшей обработки.Проволоку можно тянуть диаметром до 0,0005 дюйма.

Это упрощение сложного, жестко контролируемого процесса.Если вам нужна более подробная информация или у вас есть вопросы, пожалуйста, свяжитесь с нами.
Время публикации: 30 июля 2020 г.