
தயாரித்தல்டங்ஸ்டன் கம்பி ஒரு சிக்கலான, கடினமான செயல்முறை.முடிக்கப்பட்ட கம்பியின் சரியான வேதியியல் மற்றும் சரியான இயற்பியல் பண்புகளை காப்பீடு செய்வதற்கு செயல்முறை இறுக்கமாக கட்டுப்படுத்தப்பட வேண்டும்.கம்பி விலைகளைக் குறைப்பதற்கான செயல்முறையின் தொடக்கத்தில் மூலைகளை வெட்டுவது முடிக்கப்பட்ட தயாரிப்பின் மோசமான செயல்திறனை விளைவிக்கும்.'Forgedmoly' இலிருந்து வரும் வயர் மிக உயர்ந்த தரத்திற்குத் தொடர்ந்து தயாரிக்கப்பட்டு, தொடர்ந்து சிறப்பாகச் செயல்படும் என்பதை நீங்கள் உறுதியாக நம்பலாம்.
தாதுவிலிருந்து டங்ஸ்டன் சுத்திகரிப்பு பாரம்பரிய உருகுதல் மூலம் செய்ய முடியாதுமின்னிழைமம்எந்த உலோகத்திலும் மிக உயர்ந்த உருகுநிலை கொண்டது.டங்ஸ்டன் தாதுவிலிருந்து தொடர்ச்சியான இரசாயன எதிர்வினைகள் மூலம் பிரித்தெடுக்கப்படுகிறது.உற்பத்தியாளர் மற்றும் தாது கலவையைப் பொறுத்து சரியான செயல்முறை மாறுபடும், ஆனால் தாதுக்கள் நசுக்கப்பட்டு பின்னர் வறுத்தெடுக்கப்படுகின்றன மற்றும்/அல்லது பல்வேறு இரசாயன எதிர்வினைகள், மழைப்பொழிவுகள் மற்றும் அம்மோனியம் பாராடங்ஸ்டேட் (APT) ஐப் பெறுவதற்கு சலவை மூலம் அனுப்பப்படுகின்றன.APT வணிக ரீதியாக விற்கப்படலாம் அல்லது டங்ஸ்டன் ஆக்சைடுக்கு மேலும் செயலாக்கப்படும்.டங்ஸ்டன் ஆக்சைடுஒரு ஹைட்ரஜன் வளிமண்டலத்தில் வறுத்தெடுக்கப்பட்ட தூய டங்ஸ்டன் தூளை தண்ணீருடன் ஒரு துணை தயாரிப்பாக உருவாக்கலாம்.டங்ஸ்டன் தூள் கம்பி உட்பட டங்ஸ்டன் மில் தயாரிப்புகளுக்கான தொடக்க புள்ளியாகும்.
இப்போது எங்களிடம் சுத்தமான டங்ஸ்டன் பவுடர் உள்ளது,கம்பியை எப்படி உருவாக்குவது?
1. அழுத்துதல்
டங்ஸ்டன் தூள்பிரிக்கப்பட்டு கலக்கப்படுகிறது.ஒரு பைண்டர் சேர்க்கப்படலாம்.ஒரு நிலையான அளவு எடைபோடப்பட்டு எஃகு அச்சுக்குள் ஏற்றப்படுகிறது, அது அச்சகத்தில் ஏற்றப்படுகிறது.தூள் ஒரு ஒருங்கிணைந்த, இன்னும் உடையக்கூடிய பட்டையாக சுருக்கப்பட்டுள்ளது.அச்சு பிரிக்கப்பட்டு, பட்டை அகற்றப்படுகிறது.படம் இங்கே.
2. பிரசிண்டரிங்
உடையக்கூடிய பட்டை ஒரு பயனற்ற உலோகப் படகில் வைக்கப்பட்டு ஹைட்ரஜன் வளிமண்டலத்துடன் கூடிய உலைக்குள் ஏற்றப்படுகிறது.அதிக வெப்பநிலை பொருள் ஒன்றாக ஒருங்கிணைக்க தொடங்குகிறது.பொருள் சுமார் 60% - 70% முழு அடர்த்தி, சிறிய அல்லது தானிய வளர்ச்சி இல்லாமல்.
3. முழு சின்டரிங்
ஒரு சிறப்பு நீர் குளிரூட்டப்பட்ட சிகிச்சை பாட்டிலில் பார் ஏற்றப்படுகிறது.பட்டியின் வழியாக மின்சாரம் அனுப்பப்படும்.இந்த மின்னோட்டத்தால் உருவாகும் வெப்பம், பட்டை முழு அடர்த்தியின் 85% முதல் 95% வரை அடர்த்தியாகி 15% அல்லது அதற்கு மேல் சுருங்கச் செய்யும்.கூடுதலாக, டங்ஸ்டன் படிகங்கள் பட்டியில் உருவாகத் தொடங்குகின்றன.
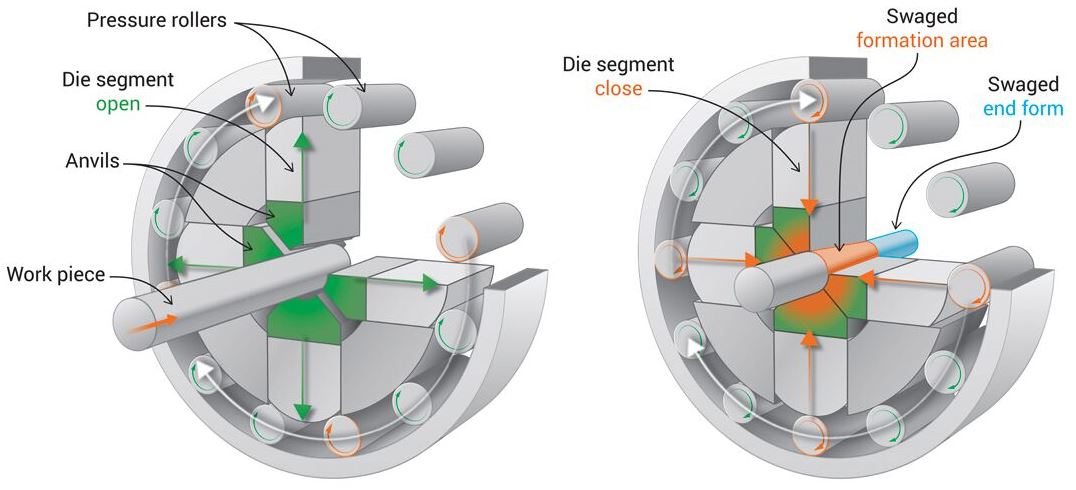
4. ஸ்வேஜிங்
டங்ஸ்டன் பட்டை இப்போது வலுவாக உள்ளது, ஆனால் அறை வெப்பநிலையில் மிகவும் உடையக்கூடியது.அதன் வெப்பநிலையை 1200°C முதல் 1500°C வரை உயர்த்துவதன் மூலம் இதை மேலும் இணக்கமாக மாற்றலாம்.இந்த வெப்பநிலையில், பட்டியை ஒரு ஸ்வேஜர் வழியாக அனுப்ப முடியும்.ஒரு ஸ்வேஜர் என்பது ஒரு தடியின் விட்டத்தைக் குறைக்கும் ஒரு சாதனமாகும், இது ஒரு நிமிடத்திற்கு சுமார் 10,000 வீச்சுகளில் தடியை சுத்தியபடி வடிவமைக்கப்பட்டுள்ளது.பொதுவாக ஒரு ஸ்வேஜர் ஒரு பாஸ் ஒன்றிற்கு விட்டத்தை 12% குறைக்கும்.ஸ்வேஜிங் படிகங்களை நீட்டி, ஒரு நார்ச்சத்து அமைப்பை உருவாக்குகிறது.முடிக்கப்பட்ட தயாரிப்பில் நீர்த்துப்போகும் தன்மை மற்றும் வலிமைக்கு இது விரும்பத்தக்கது என்றாலும், இந்த கட்டத்தில் கம்பியை மீண்டும் சூடாக்குவதன் மூலம் அழுத்தத்தை குறைக்க வேண்டும்.தடி .25 முதல் .10 அங்குலம் வரை இருக்கும் வரை ஸ்வேஜிங் தொடர்கிறது.
5. வரைதல்
விட்டத்தைக் குறைக்க, சுமார் .10 இன்ச் ஸ்வேஜ் கம்பியை இப்போது டைஸ் மூலம் வரையலாம்.ஒரு கம்பி உயவூட்டப்பட்டு டங்ஸ்டன் கார்பைடு அல்லது வைரத்தின் டைஸ் மூலம் வரையப்படுகிறது.விட்டம் துல்லியமான குறைப்புக்கள் சரியான வேதியியல் மற்றும் கம்பியின் இறுதிப் பயன்பாட்டைப் பொறுத்தது.கம்பி இழுக்கப்படுவதால், இழைகள் மீண்டும் நீண்டு, இழுவிசை வலிமை அதிகரிக்கிறது.சில கட்டங்களில், மேலும் செயலாக்கத்தை அனுமதிக்க கம்பியை இணைக்க வேண்டியிருக்கலாம்.ஒரு கம்பியை .0005 அங்குல விட்டம் வரை நன்றாக வரையலாம்.

இது ஒரு சிக்கலான, இறுக்கமாக கட்டுப்படுத்தப்பட்ட செயல்முறையின் எளிமைப்படுத்தலாகும்.உங்களுக்கு மேலும் விரிவான தகவல் தேவைப்பட்டால் அல்லது ஏதேனும் கேள்விகள் இருந்தால் எங்களை தொடர்பு கொள்ளவும்.
இடுகை நேரம்: ஜூலை-30-2020