
Yapımıtungsten tel karmaşık ve zor bir süreçtir.Bitmiş telin uygun kimyasal özelliklerinin yanı sıra uygun fiziksel özelliklerini de sağlamak için prosesin sıkı bir şekilde kontrol edilmesi gerekir.Tel fiyatlarını düşürmek için sürecin başında işin kolayına kaçmak, bitmiş ürünün performansının düşmesine neden olabilir.'Forgedmoly' telinin sürekli olarak en yüksek standartlarda üretildiğinden ve sürekli olarak iyi performans göstereceğinden emin olabilirsiniz.
Cevherden tungstenin rafine edilmesi geleneksel izabe yöntemiyle gerçekleştirilemez çünkütungstentüm metaller arasında en yüksek erime noktasına sahiptir.Tungsten, bir dizi kimyasal reaksiyonla cevherden çıkarılır.Kesin süreç, üreticiye ve cevher bileşimine göre değişir, ancak cevherler ezilir, ardından kavrulur ve/veya amonyum paratungstat (APT) elde etmek için çeşitli kimyasal reaksiyonlar, çökeltmeler ve yıkamalardan geçirilir.APT ticari olarak satılabilir veya tungsten okside dönüştürülebilir.Tungsten oksityan ürün olarak suyla saf tungsten tozu oluşturmak için hidrojen atmosferinde kavrulabilir.Tungsten tozu tel dahil tungsten değirmen ürünlerinin başlangıç noktasıdır.
Artık saf tungsten tozumuz olduğuna göre,teli nasıl yaparız?
1. Basma
Tungsten tozuelenerek karıştırılır.Bir bağlayıcı eklenebilir.Sabit bir miktar tartılır ve bir prese yüklenen çelik bir kalıba yüklenir.Toz, yapışkan fakat kırılgan bir çubuk halinde sıkıştırılır.Kalıp parçalara ayrılır ve çubuk çıkarılır.Resim burada.
2. Ön baskı
Kırılgan çubuk, refrakter metal bir tekneye yerleştirilir ve hidrojen atmosferine sahip bir fırına yüklenir.Yüksek sıcaklık, malzemeyi bir arada birleştirmeye başlar.Malzeme tam yoğunluğun yaklaşık %60 ila %70'i kadardır ve çok az tane büyümesi vardır veya hiç yoktur.
3. Tam Sinterleme
Bar, su soğutmalı özel bir arıtma şişesine yüklenir.Çubuktan elektrik akımı geçecektir.Bu akımın ürettiği ısı, çubuğun tam yoğunluğunun yaklaşık %85 ila %95'ine kadar yoğunlaşmasına ve %15 kadar küçülmesine neden olacaktır.Ayrıca çubuğun içinde tungsten kristalleri oluşmaya başlar.
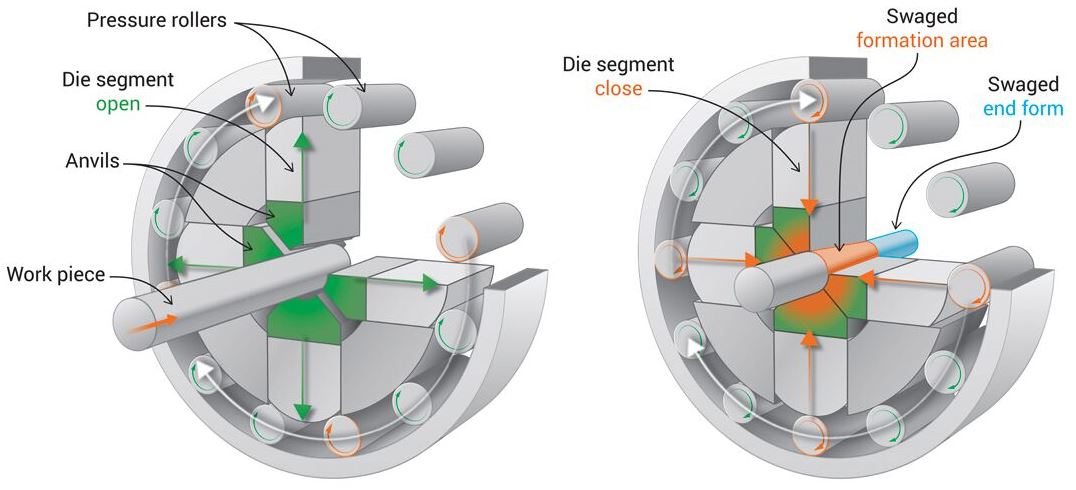
4. Dövme
Tungsten çubuk artık güçlüdür ancak oda sıcaklığında çok kırılgandır.Sıcaklığı 1200°C ila 1500°C arasına yükseltilerek daha yumuşak hale getirilebilir.Bu sıcaklıkta çubuk bir kalıptan geçirilebilir.Swager, çubuğu dakikada yaklaşık 10.000 darbeyle çekiçlemek üzere tasarlanmış bir kalıptan geçirerek çubuğun çapını azaltan bir cihazdır.Tipik olarak bir dövme, çapı geçiş başına yaklaşık %12 oranında azaltacaktır.Dövme, kristalleri uzatarak lifli bir yapı oluşturur.Her ne kadar son üründe süneklik ve dayanıklılık açısından bu arzu edilse de, bu noktada çubuğun yeniden ısıtılarak geriliminin hafifletilmesi gerekir.Çubuk 0,25 ile 0,10 inç arasına gelinceye kadar dövme devam eder.
5. Çizim
Çapı azaltmak için artık yaklaşık 0,10 inçlik bükülmüş tel kalıpların içinden çekilebilir.Bir tel yağlanır ve tungsten karbür veya elmastan yapılmış kalıpların içinden çekilir.Çaptaki kesin azalmalar telin tam kimyasına ve nihai kullanımına bağlıdır.Tel çekildikçe lifler tekrar uzar ve çekme mukavemeti artar.Belirli aşamalarda, daha ileri işlemlere izin vermek için telin tavlanması gerekebilir.Çapı 0,0005 inç kadar ince bir tel çekilebilir.

Bu, karmaşık ve sıkı kontrol edilen bir sürecin basitleştirilmesidir.Daha detaylı bilgiye ihtiyacınız varsa veya herhangi bir sorunuz varsa lütfen bizimle iletişime geçin.
Gönderim zamanı: Temmuz-30-2020