
تحضيرسلك التنغستن هي عملية معقدة وصعبة.يجب أن يتم التحكم في العملية بإحكام من أجل ضمان الكيمياء المناسبة وكذلك الخصائص الفيزيائية المناسبة للسلك النهائي.يمكن أن يؤدي قطع الزوايا في وقت مبكر من العملية لخفض أسعار الأسلاك إلى ضعف أداء المنتج النهائي.يمكنك أن تكون واثقًا من أن السلك من "Forgedmoly" قد تم تصنيعه باستمرار وفقًا لأعلى المعايير وسيعمل بشكل جيد باستمرار.
لا يمكن تكرير التنغستن من الخام عن طريق الصهر التقليدي منذ ذلك الحينالتنغستنلديه أعلى نقطة انصهار لأي معدن.يتم استخراج التنغستن من الخام من خلال سلسلة من التفاعلات الكيميائية.تختلف العملية الدقيقة حسب الشركة المصنعة وتكوين الخام، ولكن يتم سحق الخامات ثم تحميصها و/أو إرسالها عبر مجموعة متنوعة من التفاعلات الكيميائية والترسيب والغسيل للحصول على باراتونجستات الأمونيوم (APT).يمكن بيع APT تجاريًا أو معالجته بشكل أكبر إلى أكسيد التنغستن.أكسيد التنغستنيمكن تحميصه في جو هيدروجيني لإنتاج مسحوق تنجستن نقي مع الماء كمنتج ثانوي.مسحوق التنغستن هي نقطة البداية لمنتجات مطحنة التنغستن، بما في ذلك الأسلاك.
الآن بعد أن أصبح لدينا مسحوق التنغستن النقي،كيف نصنع الأسلاك؟
1. الضغط
مسحوق التنغستنيتم غربله وخلطه.يمكن إضافة الموثق.يتم وزن كمية ثابتة وتحميلها في قالب فولاذي يتم تحميله في مكبس.يتم ضغط المسحوق في شريط متماسك ولكنه هش.يتم تفكيك القالب وإزالة الشريط.الصورة هنا.
2. التقديم
يتم وضع القضيب الهش في قارب معدني مقاوم للحرارة ويتم تحميله في فرن به جو هيدروجيني.تبدأ درجة الحرارة المرتفعة في دمج المواد معًا.تبلغ كثافة المادة حوالي 60% - 70% من الكثافة الكاملة، مع نمو قليل أو معدوم للحبوب.
3. تلبيد كامل
يتم تحميل البار في زجاجة معالجة خاصة مبردة بالماء.سيتم تمرير التيار الكهربائي من خلال الشريط.ستتسبب الحرارة الناتجة عن هذا التيار في تكثيف الشريط إلى حوالي 85% إلى 95% من الكثافة الكاملة وانكماشه بنسبة 15% أو نحو ذلك.بالإضافة إلى ذلك، تبدأ بلورات التنغستن في التشكل داخل الشريط.
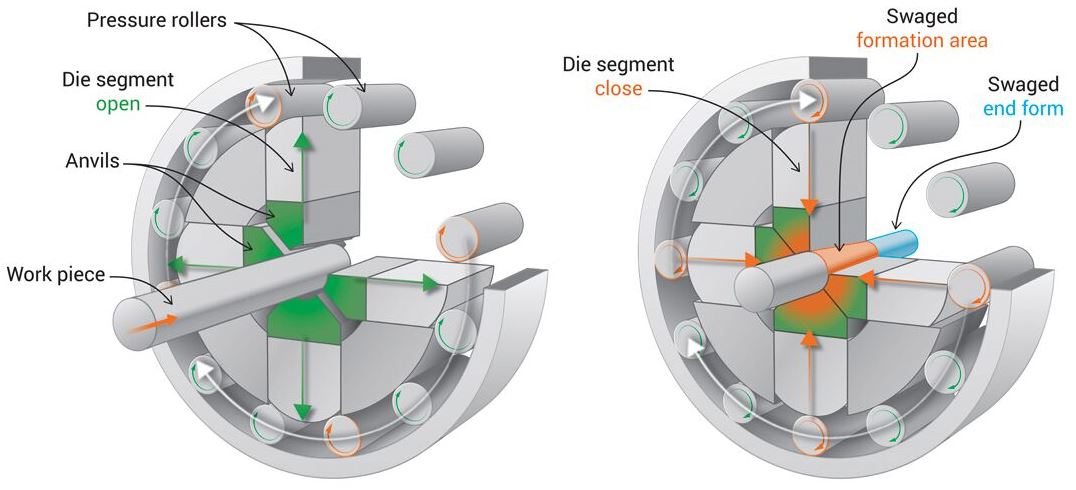
4. التطريق
أصبح قضيب التنغستن الآن قويًا، ولكنه هش جدًا عند درجة حرارة الغرفة.ويمكن جعله أكثر مرونة عن طريق رفع درجة حرارته إلى ما بين 1200 درجة مئوية إلى 1500 درجة مئوية.في درجة الحرارة هذه، يمكن تمرير الشريط من خلال التبختر.التبختر عبارة عن جهاز يقلل قطر القضيب عن طريق تمريره عبر قالب مصمم لطرق القضيب بمعدل 10000 ضربة في الدقيقة تقريبًا.عادةً ما يؤدي التباهي إلى تقليل القطر بحوالي 12٪ لكل تمريرة.يؤدي التأرجح إلى إطالة البلورات، مما يؤدي إلى إنشاء بنية ليفية.على الرغم من أن هذا أمر مرغوب فيه في المنتج النهائي من حيث الليونة والقوة، إلا أنه في هذه المرحلة يجب تخفيف الضغط على القضيب عن طريق إعادة التسخين.يستمر التأرجح حتى يصل طول القضيب إلى ما بين 0.25 و0.10 بوصة.
5. الرسم
يمكن الآن سحب سلك متعرج يبلغ طوله حوالي 0.10 بوصة من خلال القوالب لتقليل القطر.يتم تشحيم السلك وسحبه من خلال قوالب من كربيد التنجستن أو الماس.تعتمد التخفيضات الدقيقة في القطر على الكيمياء الدقيقة والاستخدام النهائي للسلك.ومع سحب السلك، تستطيل الألياف مرة أخرى وتزداد قوة الشد.في مراحل معينة، قد يكون من الضروري أن يصلب السلك للسماح بمزيد من المعالجة.يمكن سحب سلك بقطر يصل إلى 0.0005 بوصة.

يعد هذا تبسيطًا لعملية معقدة يتم التحكم فيها بإحكام.إذا كنت بحاجة إلى معلومات أكثر تفصيلاً أو لديك أي أسئلة يرجى الاتصال بنا.
وقت النشر: 30 يوليو 2020