
හදනවාටංස්ටන් වයර් සංකීර්ණ, දුෂ්කර ක්රියාවලියකි.නිමි කම්බියේ නිසි රසායන විද්යාව මෙන්ම නිසි භෞතික ගුණාංගද සහතික කිරීම සඳහා ක්රියාවලිය දැඩි ලෙස පාලනය කළ යුතුය.වයර් මිල අඩු කිරීම සඳහා මුල් ක්රියාවලියේදී කොන් කැපීම නිමි භාණ්ඩයේ දුර්වල ක්රියාකාරිත්වයට හේතු විය හැක.'Forgedmoly' වෙතින් වයර් ඉහළම ප්රමිතීන්ට අනුකූලව අඛණ්ඩව නිෂ්පාදනය කර ඇති අතර අඛණ්ඩව හොඳින් ක්රියා කරන බව ඔබට විශ්වාස කළ හැකිය.
ලෝපස් වලින් ටංස්ටන් පිරිපහදු කිරීම සාම්ප්රදායික උණු කිරීම මගින් සිදු කළ නොහැකටංස්ටන්ඕනෑම ලෝහයක ඉහළම ද්රවාංකය ඇත.ටංස්ටන් රසායනික ප්රතික්රියා මාලාවක් හරහා ලෝපස් වලින් නිස්සාරණය කරනු ලැබේ.නිශ්චිත ක්රියාවලිය නිෂ්පාදකයා සහ ලෝපස් සංයුතිය අනුව වෙනස් වේ, නමුත් ලෝපස් තලා පසුව පුලුස්සනු ලැබේ සහ/හෝ විවිධ රසායනික ප්රතික්රියා, වර්ෂාපතන සහ සේදීම් හරහා ඇමෝනියම් පැරටුන්ස්ටේට් (APT) ලබා ගනී.APT වාණිජමය වශයෙන් විකිණීමට හෝ ටංස්ටන් ඔක්සයිඩ් වෙත තවදුරටත් සැකසිය හැක.ටංස්ටන් ඔක්සයිඩ්හයිඩ්රජන් වායුගෝලයේ පුළුස්සා, අතුරු නිෂ්පාදනයක් ලෙස පිරිසිදු ටංස්ටන් කුඩු ජලය සමග සාදාගත හැක.ටංස්ටන් කුඩු වයර් ඇතුළු ටංස්ටන් මෝල් නිෂ්පාදන සඳහා ආරම්භක ලක්ෂ්යය වේ.
දැන් අප සතුව පිරිසිදු ටංස්ටන් කුඩු තිබේ,අපි කොහොමද වයර් හදන්නේ
1. එබීම
ටංස්ටන් කුඩුපෙරා මිශ්ර කර ඇත.බන්ධකයක් එකතු කළ හැකිය.ස්ථාවර මුදලක් බර කර මුද්රණ යන්ත්රයකට පටවා ඇති වානේ අච්චුවකට පටවනු ලැබේ.කුඩු ඒකාබද්ධ, නමුත් බිඳෙන සුළු තීරුවකට සංයුක්ත වේ.අච්චුව වෙන් කර තීරුව ඉවත් කරනු ලැබේ.පින්තුරය මෙතනින්.
2. ප්රෙසින්ටර් කිරීම
බිඳෙනසුලු තීරුව පරාවර්තක ලෝහ බෝට්ටුවකට දමා හයිඩ්රජන් වායුගෝලයක් සහිත උදුනකට පටවනු ලැබේ.අධික උෂ්ණත්වය ද්රව්යය එකට ඒකාබද්ධ කිරීමට පටන් ගනී.ද්රව්ය සම්පූර්ණ ඝනත්වයෙන් 60% - 70% ක් පමණ වන අතර, ධාන්ය වර්ධනයක් අඩු හෝ නැත.
3. සම්පූර්ණ සින්ටර් කිරීම
බාර්එක විශේෂ ජල-සිසිල් පිරියම් බෝතලයකට පටවනු ලැබේ.විදුලි ධාරාව තීරුව හරහා ගමන් කරනු ඇත.මෙම ධාරාව මගින් ජනනය වන තාපය නිසා තීරුව සම්පූර්ණ ඝනත්වයෙන් 85% සිට 95% දක්වා ඝනත්වයට පත් වන අතර 15% කින් හෝ හැකිලී යයි.මීට අමතරව, තීරුව තුළ ටංස්ටන් ස්ඵටික සෑදීමට පටන් ගනී.
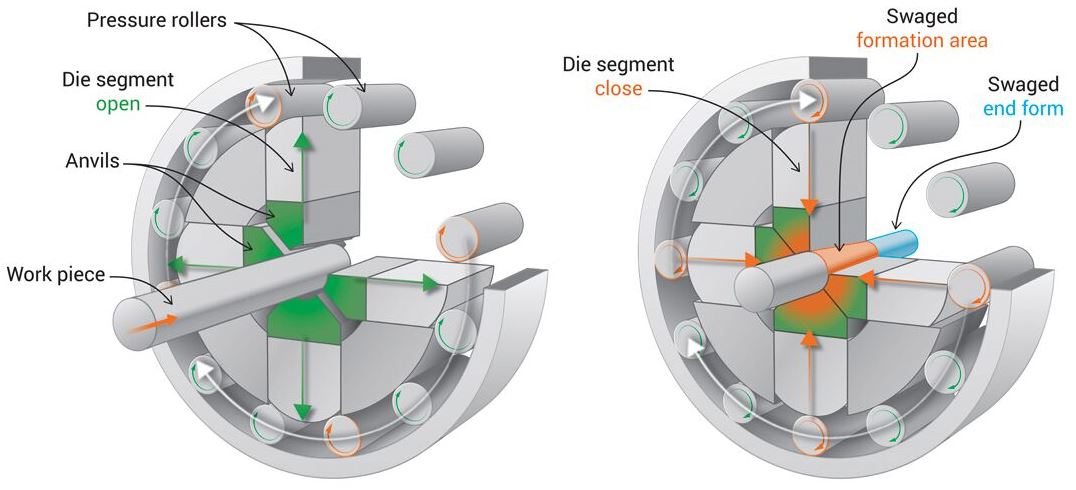
4. ස්වේජ් කිරීම
ටංස්ටන් බාර් එක දැන් ශක්තිමත්, නමුත් කාමර උෂ්ණත්වයේ දී ඉතා බිඳෙනසුලුයි.එහි උෂ්ණත්වය 1200°C සිට 1500°C දක්වා ඉහළ නැංවීමෙන් එය වඩාත් සුමට කළ හැකි ය.මෙම උෂ්ණත්වයේ දී, තීරුව swager හරහා ගමන් කළ හැකිය.swager යනු සැරයටිය විනාඩියකට පහර 10,000 කින් පමණ පහර දීමට සැලසුම් කර ඇති ඩයි එකක් හරහා ගමන් කිරීමෙන් සැරයටියේ විෂ්කම්භය අඩු කරන උපකරණයකි.සාමාන්යයෙන් swager එකක් සමත් වීමකට විෂ්කම්භය 12% කින් පමණ අඩු කරයි.Swaging ස්ඵටික දිගු කරයි, තන්තුමය ව්යුහයක් නිර්මාණය කරයි.නිමි භාණ්ඩයේ ductility සහ ශක්තිය සඳහා මෙය යෝග්ය වුවද, මෙම අවස්ථාවේදී සැරයටිය නැවත රත් කිරීමෙන් ආතතිය සමනය කළ යුතුය.සැරයටිය අඟල් .25 ත් .10 ත් අතර වන තෙක් මාරු කිරීම දිගටම සිදු වේ.
5. ඇඳීම
විෂ්කම්භය අඩු කිරීම සඳහා දැන් අඟල් .10 ක පමණ වයර් ඩයිස් හරහා ඇද ගත හැක.කම්බියක් ලිහිසි කර ටංස්ටන් කාබයිඩ් හෝ දියමන්ති ඩයිස් හරහා ඇද ගනු ලැබේ.විෂ්කම්භයෙහි නිශ්චිත අඩු කිරීම් නිශ්චිත රසායන විද්යාව සහ වයර් අවසාන භාවිතය මත රඳා පවතී.වයරය ඇද ගන්නා විට, කෙඳි නැවතත් දිගු වන අතර ආතන්ය ශක්තිය වැඩි වේ.ඇතැම් අවස්ථා වලදී, තවදුරටත් සැකසීමට ඉඩ සලසා දීම සඳහා වයරය ඇනෙල් කිරීම අවශ්ය විය හැකිය.විෂ්කම්භය අඟල් 0005 ක් තරම් සියුම් ලෙස වයරයක් ඇද ගත හැක.

මෙය සංකීර්ණ, දැඩි ලෙස පාලනය වන ක්රියාවලියක සරල කිරීමකි.ඔබට වඩාත් සවිස්තරාත්මක තොරතුරු අවශ්ය නම් හෝ කිසියම් ප්රශ්නයක් ඇත්නම් කරුණාකර අප හා සම්බන්ධ වන්න.
පසු කාලය: ජූලි-30-2020