
Gerðwolfram vír er flókið, erfitt ferli.Ferlið verður að vera vel stjórnað til að tryggja rétta efnafræði sem og rétta eðliseiginleika fullunnar vír.Að skera horn snemma í ferlinu til að lækka vírverð getur leitt til lélegrar frammistöðu fullunnar vöru.Þú getur verið viss um að vír frá 'Forgedmoly' hefur stöðugt verið framleiddur samkvæmt ströngustu stöðlum og mun standa sig stöðugt vel.
Hreinsun wolfram úr málmgrýti er ekki hægt að framkvæma með hefðbundinni bræðslu síðanwolframhefur hæsta bræðslumark hvers málms.Volfram er unnið úr málmgrýti með röð efnahvarfa.Nákvæmt ferlið er breytilegt eftir framleiðanda og málmgrýti, en málmgrýti eru mulin og síðan steikt og/eða send í gegnum margvísleg efnahvörf, útfellingar og þvott til að fá ammoníum parawolframat (APT).APT er hægt að selja í atvinnuskyni eða vinna frekar í wolframoxíð.Volframoxíðhægt að brenna í vetnislofti til að búa til hreint wolframduft með vatni sem aukaafurð.Volfram duft er upphafsstaður fyrir wolframverksmiðjuvörur, þar á meðal vír.
Nú þegar við höfum hreint wolframduft,hvernig gerum við vír?
1. Að ýta á
Volfram dufter sigtað og blandað saman.Hægt er að bæta við bindiefni.Fast magn er vigtað og sett í stálmót sem sett er í pressu.Duftið er þjappað saman í samloðandi, en samt viðkvæma bar.Mótið er tekið í sundur og stöngin fjarlægð.Mynd hér.
2. Presintering
Viðkvæma stöngin er sett í eldfastan málmbát og hlaðið í ofn með vetnislofti.Hátt hitastig byrjar að þétta efnið saman.Efni er um 60% – 70% af fullum þéttleika, með lítinn eða engan kornvöxt.
3. Full sintrun
Bar er hlaðið í sérstaka vatnskælda meðferðarflösku.Rafstraumur fer í gegnum stöngina.Hitinn sem myndast af þessum straumi mun valda því að stöngin þéttist í um 85% til 95% af fullum þéttleika og minnkar um 15% eða svo.Að auki byrja wolframkristallar að myndast innan stöngarinnar.
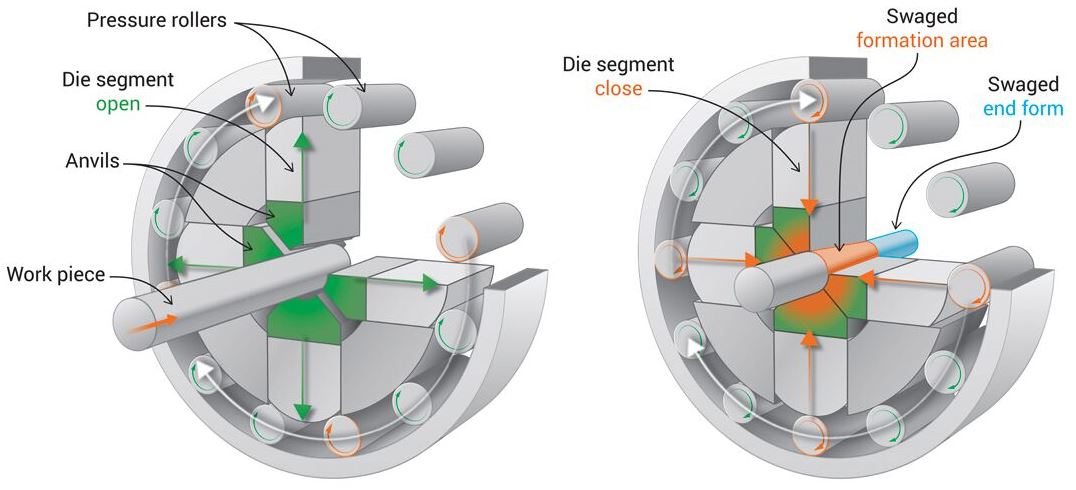
4. Skipting
Wolframstöngin er nú sterk, en mjög brothætt við stofuhita.Það er hægt að gera það sveigjanlegra með því að hækka hitastigið í á milli 1200°C til 1500°C.Við þetta hitastig er hægt að fara stöngina í gegnum smiðju.Swager er tæki sem minnkar þvermál stangar með því að koma henni í gegnum deyja sem er hannaður til að hamra stöngina með um 10.000 höggum á mínútu.Venjulega minnkar þvermálið um 12% í hverri umferð.Skipting lengir kristallana og myndar trefjabyggingu.Þó að þetta sé æskilegt í fullunna vöru vegna sveigjanleika og styrkleika, á þessum tímapunkti verður að losa stöngina álag með endurhitun.Skipting heldur áfram þar til stöngin er á milli 0,25 og 0,10 tommur.
5. Teikning
Nú er hægt að draga vír sem er um það bil 0,10 tommur í gegnum steypur til að minnka þvermálið.Vír er smurður og dreginn í gegnum deyjur úr wolframkarbíði eða demanti.Nákvæmar minnkun í þvermáli fer eftir nákvæmri efnafræði og endanlegri notkun vírsins.Þegar vírinn er dreginn lengjast trefjar aftur og togstyrkur eykst.Á ákveðnum stigum getur verið nauðsynlegt að glæða vírinn til að leyfa frekari vinnslu.Hægt er að draga vír allt að 0,0005 tommur í þvermál.

Þetta er einföldun á flóknu ferli sem er þétt stjórnað.Ef þig vantar nánari upplýsingar eða hefur einhverjar spurningar vinsamlegast hafðu samband við okkur.
Birtingartími: 30. júlí 2020