
ತಯಾರಿಸುವುದುಟಂಗ್ಸ್ಟನ್ ತಂತಿ ಒಂದು ಸಂಕೀರ್ಣ, ಕಷ್ಟಕರ ಪ್ರಕ್ರಿಯೆ.ಸರಿಯಾದ ರಸಾಯನಶಾಸ್ತ್ರ ಮತ್ತು ಸಿದ್ಧಪಡಿಸಿದ ತಂತಿಯ ಸರಿಯಾದ ಭೌತಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ವಿಮೆ ಮಾಡಲು ಪ್ರಕ್ರಿಯೆಯನ್ನು ಬಿಗಿಯಾಗಿ ನಿಯಂತ್ರಿಸಬೇಕು.ತಂತಿ ಬೆಲೆಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಪ್ರಕ್ರಿಯೆಯ ಆರಂಭದಲ್ಲಿ ಮೂಲೆಗಳನ್ನು ಕತ್ತರಿಸುವುದು ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದ ಕಳಪೆ ಕಾರ್ಯಕ್ಷಮತೆಗೆ ಕಾರಣವಾಗಬಹುದು.'Forgedmoly' ನಿಂದ ವೈರ್ ಅನ್ನು ಅತ್ಯುನ್ನತ ಗುಣಮಟ್ಟಕ್ಕೆ ಸ್ಥಿರವಾಗಿ ತಯಾರಿಸಲಾಗಿದೆ ಮತ್ತು ಸ್ಥಿರವಾಗಿ ಉತ್ತಮವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ ಎಂದು ನೀವು ಭರವಸೆ ಹೊಂದಿರಬಹುದು.
ಅದಿರಿನಿಂದ ಟಂಗ್ಸ್ಟನ್ ಅನ್ನು ಸಂಸ್ಕರಿಸುವುದನ್ನು ಸಾಂಪ್ರದಾಯಿಕ ಕರಗಿಸುವಿಕೆಯಿಂದ ನಿರ್ವಹಿಸಲಾಗುವುದಿಲ್ಲಟಂಗ್ಸ್ಟನ್ಯಾವುದೇ ಲೋಹದ ಅತ್ಯಧಿಕ ಕರಗುವ ಬಿಂದುವನ್ನು ಹೊಂದಿದೆ.ಟಂಗ್ಸ್ಟನ್ ರಾಸಾಯನಿಕ ಕ್ರಿಯೆಗಳ ಸರಣಿಯ ಮೂಲಕ ಅದಿರಿನಿಂದ ಹೊರತೆಗೆಯಲಾಗುತ್ತದೆ.ನಿಖರವಾದ ಪ್ರಕ್ರಿಯೆಯು ತಯಾರಕರು ಮತ್ತು ಅದಿರು ಸಂಯೋಜನೆಯಿಂದ ಬದಲಾಗುತ್ತದೆ, ಆದರೆ ಅದಿರುಗಳನ್ನು ಪುಡಿಮಾಡಲಾಗುತ್ತದೆ ನಂತರ ಹುರಿದ ಮತ್ತು/ಅಥವಾ ಅಮೋನಿಯಂ ಪ್ಯಾರಾಟಂಗ್ಸ್ಟೇಟ್ (APT) ಪಡೆಯಲು ವಿವಿಧ ರಾಸಾಯನಿಕ ಪ್ರತಿಕ್ರಿಯೆಗಳು, ಮಳೆಗಳು ಮತ್ತು ತೊಳೆಯುವಿಕೆಯ ಮೂಲಕ ಕಳುಹಿಸಲಾಗುತ್ತದೆ.ಎಪಿಟಿಯನ್ನು ವಾಣಿಜ್ಯಿಕವಾಗಿ ಮಾರಾಟ ಮಾಡಬಹುದು ಅಥವಾ ಟಂಗ್ಸ್ಟನ್ ಆಕ್ಸೈಡ್ಗೆ ಮತ್ತಷ್ಟು ಸಂಸ್ಕರಿಸಬಹುದು.ಟಂಗ್ಸ್ಟನ್ ಆಕ್ಸೈಡ್ಶುದ್ಧ ಟಂಗ್ಸ್ಟನ್ ಪುಡಿಯನ್ನು ನೀರಿನೊಂದಿಗೆ ಉಪ-ಉತ್ಪನ್ನವಾಗಿ ರಚಿಸಲು ಹೈಡ್ರೋಜನ್ ವಾತಾವರಣದಲ್ಲಿ ಹುರಿಯಬಹುದು.ಟಂಗ್ಸ್ಟನ್ ಪುಡಿ ತಂತಿ ಸೇರಿದಂತೆ ಟಂಗ್ಸ್ಟನ್ ಗಿರಣಿ ಉತ್ಪನ್ನಗಳಿಗೆ ಆರಂಭಿಕ ಹಂತವಾಗಿದೆ.
ಈಗ ನಾವು ಶುದ್ಧ ಟಂಗ್ಸ್ಟನ್ ಪುಡಿಯನ್ನು ಹೊಂದಿದ್ದೇವೆ,ನಾವು ತಂತಿಯನ್ನು ಹೇಗೆ ತಯಾರಿಸುತ್ತೇವೆ?
1. ಒತ್ತುವುದು
ಟಂಗ್ಸ್ಟನ್ ಪುಡಿಜರಡಿ ಮತ್ತು ಮಿಶ್ರಣವಾಗಿದೆ.ಬೈಂಡರ್ ಅನ್ನು ಸೇರಿಸಬಹುದು.ನಿಗದಿತ ಮೊತ್ತವನ್ನು ತೂಗಲಾಗುತ್ತದೆ ಮತ್ತು ಪ್ರೆಸ್ಗೆ ಲೋಡ್ ಮಾಡಲಾದ ಉಕ್ಕಿನ ಅಚ್ಚಿನಲ್ಲಿ ಲೋಡ್ ಮಾಡಲಾಗುತ್ತದೆ.ಪುಡಿಯನ್ನು ಒಗ್ಗೂಡಿಸುವ, ಇನ್ನೂ ದುರ್ಬಲವಾದ ಬಾರ್ ಆಗಿ ಸಂಕ್ಷೇಪಿಸಲಾಗುತ್ತದೆ.ಅಚ್ಚನ್ನು ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಬಾರ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.ಚಿತ್ರ ಇಲ್ಲಿ.
2. ಪ್ರೆಸಿಂಟರಿಂಗ್
ದುರ್ಬಲವಾದ ಬಾರ್ ಅನ್ನು ವಕ್ರೀಕಾರಕ ಲೋಹದ ದೋಣಿಯಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಹೈಡ್ರೋಜನ್ ವಾತಾವರಣದೊಂದಿಗೆ ಕುಲುಮೆಗೆ ಲೋಡ್ ಮಾಡಲಾಗುತ್ತದೆ.ಹೆಚ್ಚಿನ ತಾಪಮಾನವು ವಸ್ತುವನ್ನು ಒಟ್ಟಿಗೆ ಕ್ರೋಢೀಕರಿಸಲು ಪ್ರಾರಂಭಿಸುತ್ತದೆ.ಮೆಟೀರಿಯಲ್ ಸುಮಾರು 60% - 70% ಪೂರ್ಣ ಸಾಂದ್ರತೆ, ಸ್ವಲ್ಪ ಅಥವಾ ಯಾವುದೇ ಧಾನ್ಯದ ಬೆಳವಣಿಗೆಯೊಂದಿಗೆ.
3. ಪೂರ್ಣ ಸಿಂಟರಿಂಗ್
ಬಾರ್ ಅನ್ನು ವಿಶೇಷ ನೀರಿನಿಂದ ತಂಪಾಗುವ ಟ್ರೀಟಿಂಗ್ ಬಾಟಲಿಗೆ ಲೋಡ್ ಮಾಡಲಾಗುತ್ತದೆ.ವಿದ್ಯುತ್ ಪ್ರವಾಹವು ಬಾರ್ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ.ಈ ಪ್ರವಾಹದಿಂದ ಉತ್ಪತ್ತಿಯಾಗುವ ಶಾಖವು ಬಾರ್ ಅನ್ನು ಪೂರ್ಣ ಸಾಂದ್ರತೆಯ ಸುಮಾರು 85% ರಿಂದ 95% ರಷ್ಟು ಸಾಂದ್ರತೆಗೆ ಮತ್ತು 15% ರಷ್ಟು ಕುಗ್ಗುವಂತೆ ಮಾಡುತ್ತದೆ.ಹೆಚ್ಚುವರಿಯಾಗಿ, ಟಂಗ್ಸ್ಟನ್ ಸ್ಫಟಿಕಗಳು ಬಾರ್ನಲ್ಲಿ ರೂಪುಗೊಳ್ಳಲು ಪ್ರಾರಂಭಿಸುತ್ತವೆ.
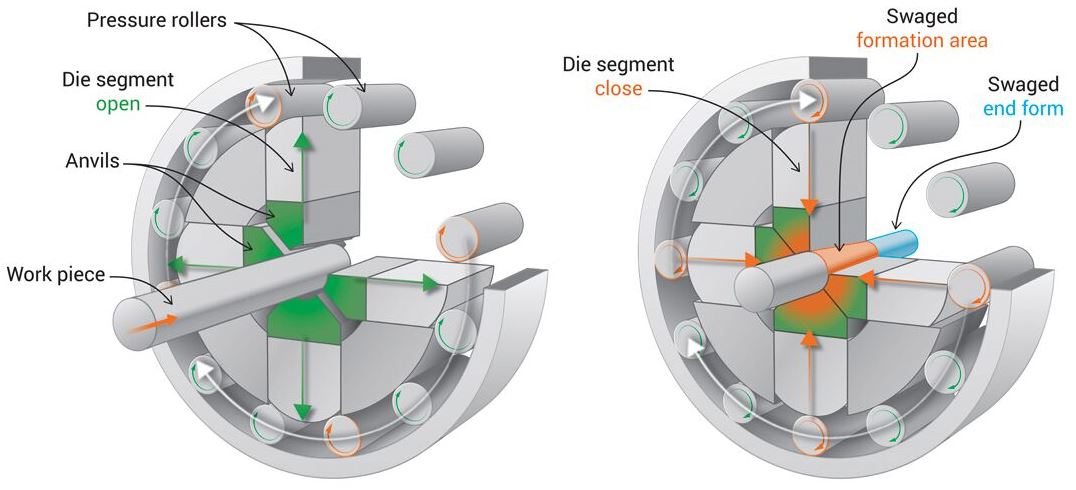
4. ಸ್ವೇಜಿಂಗ್
ಟಂಗ್ಸ್ಟನ್ ಬಾರ್ ಈಗ ಪ್ರಬಲವಾಗಿದೆ, ಆದರೆ ಕೋಣೆಯ ಉಷ್ಣಾಂಶದಲ್ಲಿ ತುಂಬಾ ದುರ್ಬಲವಾಗಿರುತ್ತದೆ.ಅದರ ಉಷ್ಣತೆಯನ್ನು 1200°C ನಿಂದ 1500°C ವರೆಗೆ ಹೆಚ್ಚಿಸುವ ಮೂಲಕ ಇದನ್ನು ಹೆಚ್ಚು ಮೆತುವಾದ ಮಾಡಬಹುದು.ಈ ತಾಪಮಾನದಲ್ಲಿ, ಬಾರ್ ಅನ್ನು ಸ್ವೇಜರ್ ಮೂಲಕ ರವಾನಿಸಬಹುದು.ಸ್ವೇಜರ್ ಒಂದು ಸಾಧನವಾಗಿದ್ದು, ರಾಡ್ ಅನ್ನು ಡೈ ಮೂಲಕ ಹಾದುಹೋಗುವ ಮೂಲಕ ಅದರ ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಇದು ರಾಡ್ ಅನ್ನು ನಿಮಿಷಕ್ಕೆ ಸುಮಾರು 10,000 ಹೊಡೆತಗಳಲ್ಲಿ ಹೊಡೆಯಲು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ.ವಿಶಿಷ್ಟವಾಗಿ ಸ್ವಾಜರ್ ಪ್ರತಿ ಪಾಸ್ಗೆ ಸುಮಾರು 12% ರಷ್ಟು ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.ಸ್ವೇಜಿಂಗ್ ಹರಳುಗಳನ್ನು ಉದ್ದವಾಗಿಸುತ್ತದೆ, ನಾರಿನ ರಚನೆಯನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ.ಡಕ್ಟಿಲಿಟಿ ಮತ್ತು ಶಕ್ತಿಗಾಗಿ ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದಲ್ಲಿ ಇದು ಅಪೇಕ್ಷಣೀಯವಾಗಿದ್ದರೂ, ಈ ಹಂತದಲ್ಲಿ ರಾಡ್ ಅನ್ನು ಮತ್ತೆ ಬಿಸಿ ಮಾಡುವ ಮೂಲಕ ಒತ್ತಡವನ್ನು ನಿವಾರಿಸಬೇಕು.ರಾಡ್ .25 ಮತ್ತು .10 ಇಂಚುಗಳ ನಡುವೆ ಇರುವವರೆಗೆ ಸ್ವೇಜಿಂಗ್ ಮುಂದುವರಿಯುತ್ತದೆ.
5. ರೇಖಾಚಿತ್ರ
ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸುಮಾರು .10 ಇಂಚುಗಳಷ್ಟು ಸ್ವೇಜ್ ಮಾಡಿದ ತಂತಿಯನ್ನು ಈಗ ಡೈಸ್ ಮೂಲಕ ಎಳೆಯಬಹುದು.ಟಂಗ್ಸ್ಟನ್ ಕಾರ್ಬೈಡ್ ಅಥವಾ ಡೈಮಂಡ್ನ ಡೈಸ್ ಮೂಲಕ ತಂತಿಯನ್ನು ನಯಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಎಳೆಯಲಾಗುತ್ತದೆ.ವ್ಯಾಸದಲ್ಲಿ ನಿಖರವಾದ ಕಡಿತವು ನಿಖರವಾದ ರಸಾಯನಶಾಸ್ತ್ರ ಮತ್ತು ತಂತಿಯ ಅಂತಿಮ ಬಳಕೆಯ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ.ತಂತಿ ಎಳೆಯಲ್ಪಟ್ಟಂತೆ, ಫೈಬರ್ಗಳು ಮತ್ತೆ ಉದ್ದವಾಗುತ್ತವೆ ಮತ್ತು ಕರ್ಷಕ ಶಕ್ತಿಯು ಹೆಚ್ಚಾಗುತ್ತದೆ.ಕೆಲವು ಹಂತಗಳಲ್ಲಿ, ಮತ್ತಷ್ಟು ಸಂಸ್ಕರಣೆಯನ್ನು ಅನುಮತಿಸಲು ತಂತಿಯನ್ನು ಅನೆಲ್ ಮಾಡುವುದು ಅಗತ್ಯವಾಗಬಹುದು.ಒಂದು ತಂತಿಯನ್ನು .0005 ಇಂಚುಗಳಷ್ಟು ವ್ಯಾಸದಲ್ಲಿ ಎಳೆಯಬಹುದು.

ಇದು ಸಂಕೀರ್ಣವಾದ, ಬಿಗಿಯಾಗಿ ನಿಯಂತ್ರಿತ ಪ್ರಕ್ರಿಯೆಯ ಸರಳೀಕರಣವಾಗಿದೆ.ನಿಮಗೆ ಹೆಚ್ಚಿನ ವಿವರವಾದ ಮಾಹಿತಿ ಬೇಕಾದರೆ ಅಥವಾ ಯಾವುದೇ ಪ್ರಶ್ನೆಗಳನ್ನು ಹೊಂದಿದ್ದರೆ ದಯವಿಟ್ಟು ನಮ್ಮನ್ನು ಸಂಪರ್ಕಿಸಿ.
ಪೋಸ್ಟ್ ಸಮಯ: ಜುಲೈ-30-2020