
Պատրաստումվոլֆրամի մետաղալարեր բարդ, բարդ գործընթաց է:Գործընթացը պետք է խստորեն վերահսկվի, որպեսզի ապահովվի համապատասխան քիմիան, ինչպես նաև պատրաստի մետաղալարերի պատշաճ ֆիզիկական հատկությունները:Լարերի գները նվազեցնելու համար գործընթացի սկզբում անկյունները կտրելը կարող է հանգեցնել պատրաստի արտադրանքի վատ աշխատանքի:Դուք կարող եք վստահ լինել, որ «Forgedmoly»-ի մետաղալարերը մշտապես արտադրվել են ամենաբարձր չափանիշներին համապատասխան և հետևողականորեն լավ են աշխատելու:
Հանքաքարից վոլֆրամի զտումը չի կարող իրականացվել ավանդական ձուլման միջոցովվոլֆրամունի ցանկացած մետաղի ամենաբարձր հալման կետը:Վոլֆրամը հանքաքարից արդյունահանվում է մի շարք քիմիական ռեակցիաների միջոցով։Ճշգրիտ գործընթացը տատանվում է ըստ արտադրողի և հանքաքարի բաղադրության, բայց հանքաքարերը մանրացվում են, ապա բովում և/կամ ուղարկվում տարբեր քիմիական ռեակցիաների, տեղումների և լվացումների միջոցով՝ ամոնիումի պարատունգստատ (APT) ստանալու համար:APT-ը կարող է վաճառվել կոմերցիոն ճանապարհով կամ հետագայում վերամշակվել վոլֆրամի օքսիդի:Վոլֆրամի օքսիդկարելի է բովել ջրածնի մթնոլորտում՝ ջրի հետ որպես կողմնակի արտադրանք ստեղծելու մաքուր վոլֆրամի փոշի:Վոլֆրամի փոշի մեկնարկային կետն է վոլֆրամի գործարանի արտադրանքի համար, ներառյալ մետաղալարերը:
Այժմ, երբ մենք ունենք մաքուր վոլֆրամի փոշի,ինչպես ենք մետաղալարեր պատրաստում:
1. Սեղմելով
Վոլֆրամի փոշիմաղվում է և խառնվում։Կարող է ավելացվել կապակցիչ:Հաստատված քանակությունը կշռվում և բեռնվում է պողպատե կաղապարի մեջ, որը բեռնվում է մամուլում:Փոշը սեղմվում է միաձույլ, բայց փխրուն շերտի մեջ:Կաղապարը հանվում է, և բարը հանվում է:Նկարը՝ այստեղ:
2. Նախապատրաստում
Փխրուն ձողը տեղադրվում է հրակայուն մետաղյա նավակի մեջ և բեռնվում ջրածնային մթնոլորտով վառարանի մեջ:Բարձր ջերմաստիճանը սկսում է համախմբել նյութը միասին:Նյութը կազմում է ամբողջական խտության մոտ 60%-70%-ը, հացահատիկի փոքր աճով կամ ընդհանրապես բացակայում է:
3. Full Sintering
Բարը լցվում է հատուկ ջրով սառեցված բուժիչ շշի մեջ:Էլեկտրական հոսանքը կանցնի բարով:Այս հոսանքով առաջացած ջերմությունը կհանգեցնի ձողի խտացմանը մինչև լրիվ խտության մոտ 85%-95%-ը և կծկվի մոտ 15%-ով:Բացի այդ, վոլֆրամի բյուրեղները սկսում են ձևավորվել բարում:
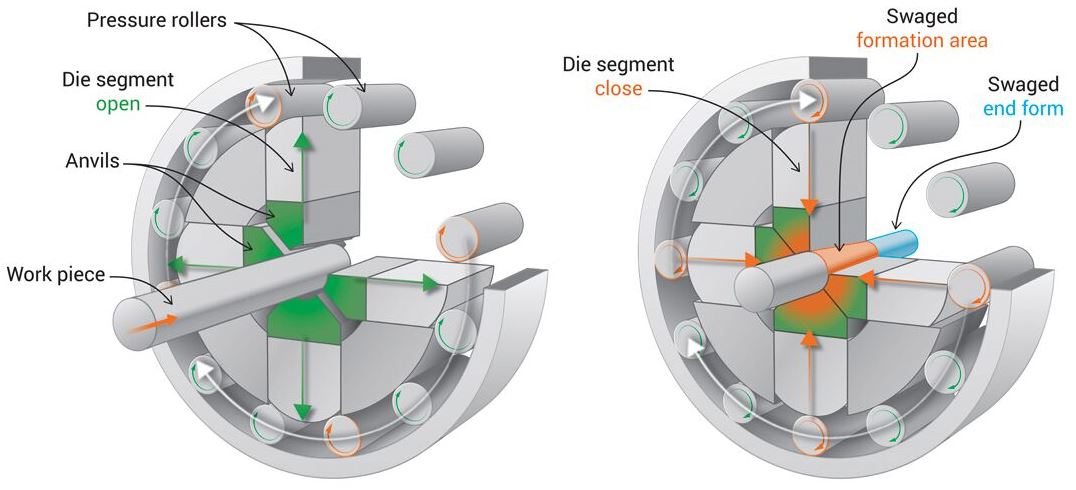
4. Ճոճում
Վոլֆրամի բարն այժմ ամուր է, բայց շատ փխրուն սենյակային ջերմաստիճանում:Այն կարելի է ավելի ճկուն դարձնել՝ ջերմաստիճանը բարձրացնելով 1200°C-ից մինչև 1500°C:Այս ջերմաստիճանում բարը կարող է անցնել երեսպատման միջով:Սվեյգերը մի սարք է, որը նվազեցնում է ձողի տրամագիծը՝ այն անցնելով ձողի միջով, որը նախատեսված է ձողը րոպեում մոտ 10000 հարված հասցնելու համար:Որպես կանոն, երեսպատումը կնվազեցնի տրամագիծը մոտ 12%-ով մեկ անցման համար:Swaging-ը երկարացնում է բյուրեղները՝ ստեղծելով մանրաթելային կառուցվածք:Թեև սա ցանկալի է պատրաստի արտադրանքում ճկունության և ամրության համար, այս պահին ձողը պետք է ազատվի սթրեսից՝ տաքացնելով:Swaging-ը շարունակվում է այնքան ժամանակ, մինչև ձողը լինի 0,25-ից մինչև 0,10 դյույմ:
5. Նկարչություն
Մոտ 0,10 դյույմ երկարությամբ լարերը այժմ կարող են գծվել ձողերի միջով՝ տրամագիծը նվազեցնելու համար:Հաղորդալարը յուղվում է և քաշվում է վոլֆրամի կարբիդի կամ ադամանդի ձողերի միջով:Տրամագծի ճշգրիտ կրճատումները կախված են ճշգրիտ քիմիայից և մետաղալարերի վերջնական օգտագործումից:Երբ մետաղալարը քաշվում է, մանրաթելերը կրկին երկարանում են, և առաձգական ուժը մեծանում է:Որոշ փուլերում կարող է անհրաժեշտ լինել մետաղալարը կռել՝ հետագա մշակումը թույլ տալու համար:Լարը կարելի է գծել այնքան նուրբ, որքան 0,005 դյույմ տրամագծով:

Սա բարդ, խստորեն վերահսկվող գործընթացի պարզեցումն է:Եթե Ձեզ անհրաժեշտ է ավելի մանրամասն տեղեկություններ կամ հարցեր ունեք, խնդրում ենք կապվել մեզ հետ:
Հրապարակման ժամանակը՝ հուլիս-30-2020