
بناناٹنگسٹن تار ایک پیچیدہ، مشکل عمل ہے.مناسب کیمسٹری کے ساتھ ساتھ تیار شدہ تار کی مناسب جسمانی خصوصیات کو یقینی بنانے کے لیے اس عمل کو سختی سے کنٹرول کیا جانا چاہیے۔تار کی قیمتوں کو کم کرنے کے عمل کے شروع میں کونوں کو کاٹنا تیار مصنوعات کی خراب کارکردگی کا باعث بن سکتا ہے۔آپ کو یقین ہو سکتا ہے کہ 'Forgedmoly' کے تار کو مسلسل اعلیٰ معیار کے مطابق بنایا گیا ہے اور یہ مسلسل اچھی کارکردگی کا مظاہرہ کرے گا۔
ایسک سے ٹنگسٹن کو ریفائن کرنے کا کام روایتی سمیلٹنگ کے بعد سے نہیں کیا جا سکتاٹنگسٹنکسی بھی دھات کا سب سے زیادہ پگھلنے کا مقام ہے۔ٹنگسٹن ایسک سے کیمیائی رد عمل کی ایک سیریز کے ذریعے نکالا جاتا ہے۔درست عمل مینوفیکچرر اور ایسک کی ساخت کے لحاظ سے مختلف ہوتا ہے، لیکن کچ دھاتوں کو کچل دیا جاتا ہے پھر بھونا جاتا ہے اور/یا امونیم پیراٹنگ سٹیٹ (APT) حاصل کرنے کے لیے مختلف قسم کے کیمیائی رد عمل، بارشوں اور دھونے کے ذریعے بھیجا جاتا ہے۔اے پی ٹی کو تجارتی طور پر فروخت کیا جا سکتا ہے یا ٹنگسٹن آکسائیڈ پر مزید کارروائی کی جا سکتی ہے۔ٹنگسٹن آکسائیڈہائیڈروجن ماحول میں بھونا جا سکتا ہے تاکہ پانی کے ساتھ خالص ٹنگسٹن پاؤڈر بطور پروڈکٹ بنایا جا سکے۔ٹنگسٹن پاؤڈر ٹنگسٹن مل کی مصنوعات کے لیے نقطہ آغاز ہے، بشمول تار۔
اب جب کہ ہمارے پاس خالص ٹنگسٹن پاؤڈر ہے،ہم تار کیسے بناتے ہیں؟
1. دبانا
ٹنگسٹن پاؤڈرsifted اور ملا ہے.ایک بائنڈر شامل کیا جا سکتا ہے۔ایک مقررہ رقم کا وزن کیا جاتا ہے اور اسے سٹیل کے سانچے میں لادا جاتا ہے جسے پریس میں لوڈ کیا جاتا ہے۔پاؤڈر کو ایک مربوط، پھر بھی نازک بار میں کمپیکٹ کیا جاتا ہے۔سڑنا الگ کیا جاتا ہے اور بار کو ہٹا دیا جاتا ہے۔یہاں تصویر.
2. پیش کرنا
نازک بار کو ایک ریفریکٹری دھاتی کشتی میں رکھا جاتا ہے اور اسے ہائیڈروجن ماحول والی بھٹی میں لادا جاتا ہے۔اعلی درجہ حرارت مواد کو ایک ساتھ مضبوط کرنا شروع کر دیتا ہے۔مواد تقریباً 60% - 70% مکمل کثافت کا ہے، جس میں اناج کی بہت کم یا کوئی نشوونما ہوتی ہے۔
3. مکمل سائنٹرنگ
بار کو پانی سے ٹھنڈا کرنے والی خصوصی بوتل میں لوڈ کیا جاتا ہے۔الیکٹرک کرنٹ بار سے گزرے گا۔اس کرنٹ سے پیدا ہونے والی حرارت بار کو مکمل کثافت کے تقریباً 85% سے 95% تک کثافت اور 15% یا اس سے زیادہ سکڑنے کا سبب بنے گی۔مزید برآں، بار کے اندر ٹنگسٹن کرسٹل بننا شروع ہو جاتے ہیں۔
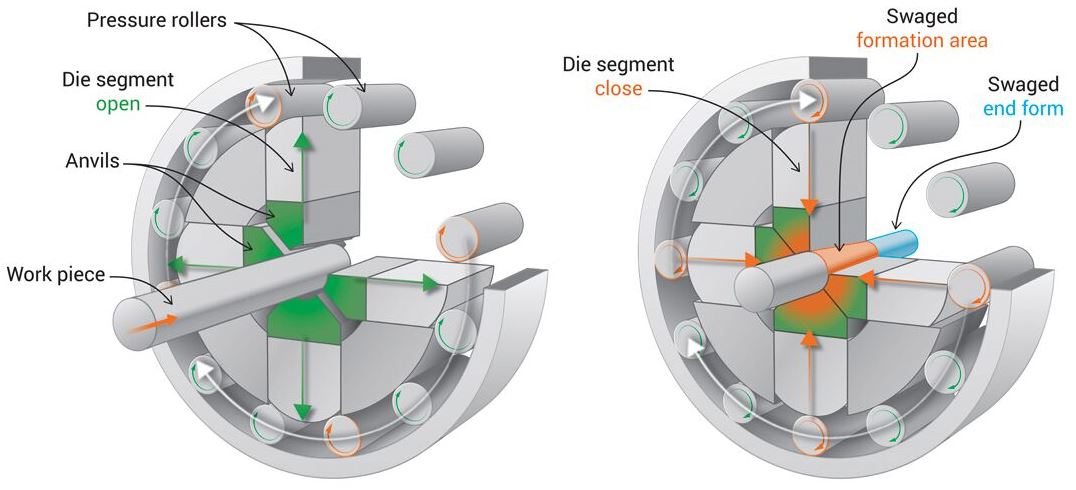
4. جھولنا
ٹنگسٹن بار اب مضبوط ہے، لیکن کمرے کے درجہ حرارت پر بہت ٹوٹنے والا ہے۔اس کے درجہ حرارت کو 1200 ° C سے 1500 ° C کے درمیان بڑھا کر اسے مزید خراب کیا جا سکتا ہے۔اس درجہ حرارت پر، بار ایک swager کے ذریعے منتقل کیا جا سکتا ہے.سویجر ایک ایسا آلہ ہے جو ایک ڈائی سے گزر کر چھڑی کے قطر کو کم کرتا ہے جسے چھڑی کو 10,000 بلوز فی منٹ پر ہتھوڑا کرنے کے لیے ڈیزائن کیا گیا ہے۔عام طور پر ایک swager قطر کو تقریباً 12% فی پاس کم کر دے گا۔swaging کرسٹل کو لمبا کرتا ہے، ایک ریشہ دار ڈھانچہ بناتا ہے۔اگرچہ تیار شدہ مصنوعات میں لچک اور مضبوطی کے لیے یہ ضروری ہے، لیکن اس مقام پر چھڑی کو دوبارہ گرم کرنے سے تناؤ سے نجات حاصل کرنی چاہیے۔جب تک چھڑی .25 اور .10 انچ کے درمیان نہ ہو تب تک سوئنگ جاری رہتی ہے۔
5. ڈرائنگ
قطر کو کم کرنے کے لیے اب تقریباً .10 انچ کی تار کو ڈائی کے ذریعے کھینچا جا سکتا ہے۔ٹنگسٹن کاربائیڈ یا ڈائمنڈ کے ذریعے ایک تار چکنا اور کھینچا جاتا ہے۔قطر میں درست کمی کا انحصار عین کیمسٹری اور تار کے حتمی استعمال پر ہوتا ہے۔جیسے جیسے تار کھینچا جاتا ہے، ریشے دوبارہ لمبے ہوتے ہیں اور تناؤ کی طاقت بڑھ جاتی ہے۔بعض مراحل پر، مزید پروسیسنگ کی اجازت دینے کے لیے تار کو اینیل کرنا ضروری ہو سکتا ہے۔ایک تار کو .0005 انچ قطر کے برابر کھینچا جا سکتا ہے۔

یہ ایک پیچیدہ، مضبوطی سے کنٹرول شدہ عمل کی آسانیاں ہے۔اگر آپ کو مزید تفصیلی معلومات کی ضرورت ہے یا کوئی سوال ہے تو براہ کرم ہم سے رابطہ کریں۔
پوسٹ ٹائم: جولائی 30-2020