
Хийхвольфрамын утас нарийн төвөгтэй, хэцүү үйл явц юм.Бэлэн утсанд тохирсон химийн шинж чанар, зохих физик шинж чанарыг баталгаажуулахын тулд процессыг хатуу хянаж байх ёстой.Утасны үнийг бууруулах үйл явцын эхэн үед булангуудыг огтолж, эцсийн бүтээгдэхүүний гүйцэтгэл мууддаг.'Forgedmoly'-ийн утаснууд нь хамгийн өндөр стандартын дагуу тогтмол үйлдвэрлэгдэж, сайн ажиллана гэдэгт та итгэлтэй байж болно.
Уламжлалт хайлуулах аргаар хүдрээс вольфрамыг цэвэршүүлэх боломжгүйвольфрамямар ч металлаас хамгийн өндөр хайлах цэгтэй.Гянт болд нь хэд хэдэн химийн урвалаар хүдрээс гарган авдаг.Яг процесс нь үйлдвэрлэгч болон хүдрийн найрлагаас хамаарч өөр өөр байдаг боловч хүдрийг буталж, дараа нь шарж, янз бүрийн химийн урвал, хур тунадас, угаах замаар илгээж, аммонийн паратунгстат (APT) гаргаж авдаг.APT-ийг худалдаанд зарж эсвэл вольфрамын исэл болгон боловсруулж болно.Гянт болд оксидустөрөгчийн орчинд шарж, дагалдах бүтээгдэхүүн болгон усаар цэвэр вольфрамын нунтаг үүсгэж болно.Гянт болдын нунтаг вольфрамын тээрмийн бүтээгдэхүүн, тэр дундаа утсан .
Одоо бид цэвэр вольфрамын нунтагтай болсон.бид яаж утас хийх вэ?
1. Дарах
Гянт болдын нунтагшигшиж холино.Холбогч нэмж болно.Тогтмол хэмжээг жинлэж, ган хэвэнд ачиж, прессэд ачдаг.Нунтаг нь нягтруулж нягтаршилтай, гэхдээ хэврэг баар болно.Мөөгөнцөрийг салгаж, баарыг нь арилгана.Зураг энд байна.
2. Урьдчилан бэлтгэх
Эмзэг хөндлөвчийг галд тэсвэртэй металл завинд хийж, устөрөгчийн уур амьсгалтай зууханд ачдаг.Өндөр температур нь материалыг нэгтгэж эхэлдэг.Материал нь бүрэн нягтын 60% - 70% орчим, үр тариа бага эсвэл огт ургадаггүй.
3. Бүрэн синтеринг хийх
Баарыг тусгай усан хөргөлттэй эмчилгээний саванд хийнэ.Цахилгаан гүйдэл нь баараар дамжих болно.Энэ гүйдлийн улмаас үүссэн дулаан нь баар нь бүрэн нягтын 85% -иас 95% хүртэл нягтарч, 15% -иар багасах болно.Нэмж дурдахад вольфрамын талстууд баар дотор үүсч эхэлдэг.
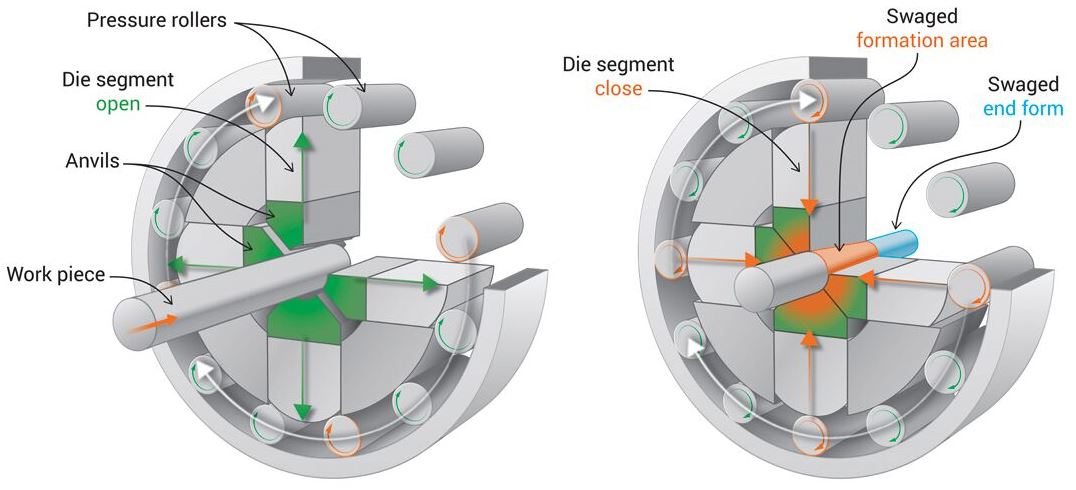
4. Савлах
Гянт болд нь одоо бат бөх, гэхдээ өрөөний температурт маш хэврэг байдаг.Температурыг 1200 ° C-аас 1500 ° C хүртэл өсгөх замаар илүү уян хатан болгох боломжтой.Энэ температурт хөндлөвчийг свагероор дамжуулж болно.Свагер гэдэг нь савааг минутанд 10,000 цохилтоор цохих зориулалттай хэвээр дамжуулж савааны диаметрийг багасгадаг төхөөрөмж юм.Дүрмээр бол нэг дамжуулалт нь диаметрийг ойролцоогоор 12% -иар бууруулдаг.Swaging нь талстыг уртасгаж, фиброз бүтцийг бий болгодог.Хэдийгээр энэ нь уян хатан чанар, бат бөх байдлын хувьд эцсийн бүтээгдэхүүнд тохиромжтой боловч энэ үед саваа дахин халаах замаар стрессээс ангижрах ёстой.Саваа .25-аас .10 инч хооронд байх хүртэл саваа үргэлжилнэ.
5. Зурах
Одоо диаметрийг багасгахын тулд .10 инчийн урттай утсыг хэвээр нь татаж болно.Утсыг тосолж, вольфрамын карбид эсвэл алмаазаар дамждаг.Диаметрийн нарийн бууралт нь утсыг яг нарийн химийн болон эцсийн хэрэглээнээс хамаарна.Утас татах үед утаснууд дахин уртасч, суналтын бат бэх нэмэгддэг.Тодорхой үе шатуудад цаашдын боловсруулалтыг зөвшөөрөхийн тулд утсыг задлах шаардлагатай байж болно.0005 инч диаметртэй утсыг нарийн зурж болно.

Энэ бол нарийн төвөгтэй, хатуу хяналттай үйл явцыг хялбаршуулсан явдал юм.Хэрэв танд илүү дэлгэрэнгүй мэдээлэл хэрэгтэй бол эсвэл асуух зүйл байвал бидэнтэй холбоо барина уу.
Шуудангийн цаг: 2020 оны 7-р сарын 30-нд