
ການເຮັດສາຍ tungsten ເປັນຂະບວນການທີ່ສັບສົນ, ຫຍຸ້ງຍາກ.ຂະບວນການຕ້ອງໄດ້ຮັບການຄວບຄຸມຢ່າງແຫນ້ນຫນາເພື່ອຮັບປະກັນເຄມີທີ່ເຫມາະສົມເຊັ່ນດຽວກັນກັບຄຸນສົມບັດທາງກາຍະພາບທີ່ເຫມາະສົມຂອງສາຍສໍາເລັດຮູບ.ການຕັດມຸມໃນຕົ້ນໆເພື່ອຫຼຸດຜ່ອນລາຄາສາຍສາມາດສົ່ງຜົນໃຫ້ຜະລິດຕະພັນສໍາເລັດຮູບທີ່ບໍ່ດີ.ທ່ານສາມາດຫມັ້ນໃຈໄດ້ວ່າສາຍຈາກ 'Forgedmoly' ໄດ້ຖືກຜະລິດຢ່າງຕໍ່ເນື່ອງເພື່ອມາດຕະຖານສູງສຸດແລະຈະປະຕິບັດໄດ້ດີຢ່າງຕໍ່ເນື່ອງ.
ການຫລອມ tungsten ຈາກແຮ່ບໍ່ສາມາດດໍາເນີນການໄດ້ໂດຍການຫລອມໂລຫະພື້ນເມືອງນັບຕັ້ງແຕ່tungstenມີຈຸດລະລາຍສູງສຸດຂອງໂລຫະໃດໆ.Tungsten ແມ່ນສະກັດຈາກແຮ່ໂດຍຜ່ານປະຕິກິລິຍາເຄມີຫຼາຍຄັ້ງ.ຂະບວນການທີ່ແນ່ນອນແຕກຕ່າງກັນໄປຕາມອົງປະກອບຂອງຜູ້ຜະລິດ ແລະແຮ່, ແຕ່ແຮ່ຖືກບົດແລ້ວນຳໄປປີ້ງ ແລະ/ຫຼື ສົ່ງຜ່ານປະຕິກິລິຍາເຄມີ, ການຝົນ, ແລະການລ້າງອອກເພື່ອຮັບແອມໂມນຽມ paratungstate (APT).APT ສາມາດໄດ້ຮັບການຂາຍໃນການຄ້າຫຼືການປຸງແຕ່ງເພີ່ມເຕີມເພື່ອ tungsten oxide.Tungsten oxideສາມາດໄດ້ຮັບການ roasted ໃນບັນຍາກາດ hydrogen ເພື່ອສ້າງຜົງ tungsten ບໍລິສຸດດ້ວຍນ້ໍາເປັນຜະລິດຕະພັນ.ຝຸ່ນ Tungsten ເປັນຈຸດເລີ່ມຕົ້ນສໍາລັບຜະລິດຕະພັນໂຮງງານ tungsten, ລວມທັງສາຍ.
ດຽວນີ້ພວກເຮົາມີຜົງ tungsten ບໍລິສຸດ,ພວກເຮົາເຮັດສາຍແນວໃດ?
1. ກົດ
ຝຸ່ນ Tungstenແມ່ນ sifted ແລະປະສົມ.ສາມາດເພີ່ມຕົວຍຶດໄດ້.ຈໍານວນຄົງທີ່ຈະຖືກຊັ່ງນໍ້າຫນັກແລະຖືກບັນຈຸເຂົ້າໄປໃນແມ່ພິມເຫຼັກເຊິ່ງຖືກໂຫລດເຂົ້າໄປໃນກົດ.ຜົງຖືກບີບອັດເປັນແຖບທີ່ໜຽວແໜ້ນ, ແຕ່ອ່ອນເພຍ.mold ໄດ້ຖືກເອົາອອກຈາກກັນແລະແຖບເອົາອອກ.ຮູບຢູ່ທີ່ນີ້.
2. ການບັນຍາຍ
ແຖບທີ່ອ່ອນແອແມ່ນຖືກຈັດໃສ່ໃນເຮືອໂລຫະ refractory ແລະ loaded ເຂົ້າໄປໃນ furnace ທີ່ມີບັນຍາກາດ hydrogen.ອຸນຫະພູມສູງເລີ່ມຕົ້ນທີ່ຈະລວບລວມວັດສະດຸຮ່ວມກັນ.ວັດສະດຸແມ່ນປະມານ 60% - 70% ຂອງຄວາມຫນາແຫນ້ນເຕັມທີ່, ມີເມັດພືດຫນ້ອຍຫຼືບໍ່ມີການຂະຫຍາຍຕົວ.
3. Sintering ເຕັມ
ແຖບຖືກບັນຈຸເຂົ້າໄປໃນຂວດນ້ໍາເຢັນພິເສດ.ກະແສໄຟຟ້າຈະຖືກສົ່ງຜ່ານແຖບ.ຄວາມຮ້ອນທີ່ເກີດຈາກກະແສໄຟຟ້ານີ້ຈະເຮັດໃຫ້ແຖບມີຄວາມຫນາແຫນ້ນປະມານ 85% ຫາ 95% ຂອງຄວາມຫນາແຫນ້ນເຕັມທີ່ແລະຫຼຸດລົງ 15% ຫຼືຫຼາຍກວ່ານັ້ນ.ນອກຈາກນັ້ນ, ໄປເຊຍກັນ tungsten ເລີ່ມປະກອບຢູ່ໃນແຖບ.
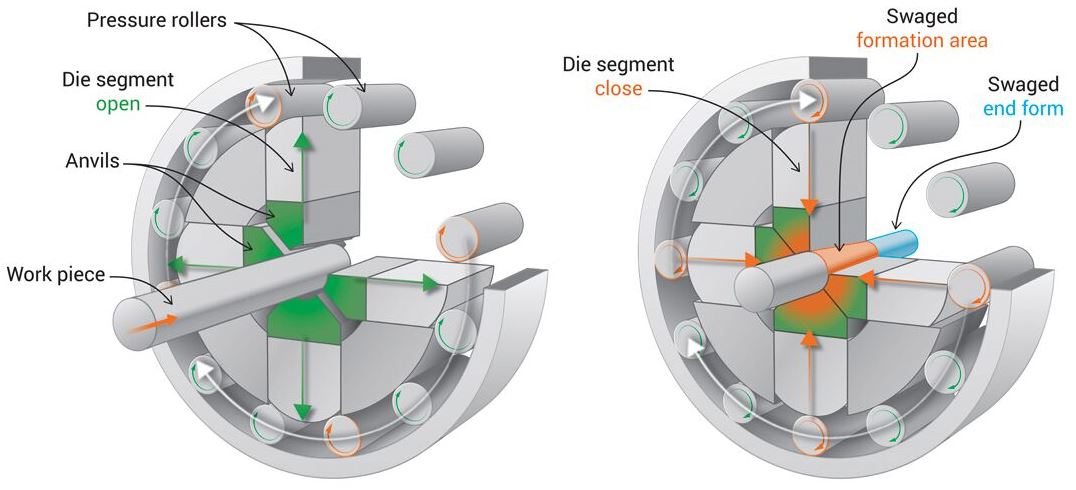
4. Swaging
ແຖບ tungsten ໃນປັດຈຸບັນແມ່ນແຂງແຮງ, ແຕ່ brittle ຫຼາຍຢູ່ໃນອຸນຫະພູມຫ້ອງ.ມັນສາມາດປັບຕົວໄດ້ຫຼາຍຂຶ້ນໂດຍການເພີ່ມອຸນຫະພູມຂອງມັນໃຫ້ຢູ່ໃນລະດັບລະຫວ່າງ 1200 ° C ຫາ 1500 ° C.ໃນອຸນຫະພູມນີ້, ແຖບສາມາດຜ່ານ swager ໄດ້.swager ແມ່ນອຸປະກອນທີ່ຫຼຸດຜ່ອນເສັ້ນຜ່າກາງຂອງ rod ໂດຍຜ່ານມັນຜ່ານຕາຍທີ່ຖືກອອກແບບມາເພື່ອຕີໄມ້ຄ້ອນຢູ່ທີ່ປະມານ 10,000 ບາດຕໍ່ນາທີ.ໂດຍປົກກະຕິ swager ຈະຫຼຸດຜ່ອນເສັ້ນຜ່າສູນກາງປະມານ 12% ຕໍ່ຜ່ານ.Swaging elongates ໄປເຊຍກັນ, ສ້າງໂຄງສ້າງ fibrous.ເຖິງແມ່ນວ່ານີ້ແມ່ນຄວາມປາຖະຫນາໃນຜະລິດຕະພັນສໍາເລັດຮູບສໍາລັບການ ductility ແລະຄວາມເຂັ້ມແຂງ, ໃນຈຸດນີ້ rod ຕ້ອງໄດ້ຮັບການບັນເທົາຄວາມກົດດັນໂດຍການໃຫ້ຄວາມຮ້ອນໃຫມ່.Swaging ສືບຕໍ່ຈົນກ່ວາ rod ແມ່ນລະຫວ່າງ .25 ແລະ .10 ນິ້ວ.
5. ການແຕ້ມຮູບ
ສາຍ Swaged ປະມານ .10 ນິ້ວໃນປັດຈຸບັນສາມາດໄດ້ຮັບການແຕ້ມໂດຍຜ່ານການຕາຍເພື່ອຫຼຸດຜ່ອນເສັ້ນຜ່າກາງ.ເສັ້ນລວດຖືກຫລໍ່ລື່ນແລະດຶງຜ່ານຕາຍຂອງ tungsten carbide ຫຼືເພັດ.ການຫຼຸດຜ່ອນເສັ້ນຜ່າສູນກາງທີ່ແນ່ນອນແມ່ນຂຶ້ນກັບເຄມີທີ່ແນ່ນອນແລະການນໍາໃຊ້ສາຍສຸດທ້າຍ.ເມື່ອສາຍຖືກດຶງອອກ, ເສັ້ນໃຍຈະຍືດຕົວຂຶ້ນອີກ ແລະ ຄວາມແຮງຂອງແຮງດຶງເພີ່ມຂຶ້ນ.ໃນບາງຂັ້ນຕອນ, ມັນອາດຈະມີຄວາມຈໍາເປັນທີ່ຈະຫມຸນສາຍໄຟເພື່ອໃຫ້ມີການປຸງແຕ່ງຕື່ມອີກ.ສາຍສາມາດຖືກແຕ້ມເປັນເສັ້ນຜ່າສູນກາງ .0005 ນິ້ວ.

ນີ້ແມ່ນການເຮັດໃຫ້ງ່າຍຂອງຂະບວນການສະລັບສັບຊ້ອນ, ການຄວບຄຸມທີ່ເຄັ່ງຄັດ.ຖ້າທ່ານຕ້ອງການຂໍ້ມູນລາຍລະອຽດເພີ່ມເຕີມຫຼືມີຄໍາຖາມໃດໆ, ກະລຸນາຕິດຕໍ່ພວກເຮົາ.
ເວລາປະກາດ: 30-07-2020