
作るタングステン線 複雑で困難なプロセスです。完成したワイヤの適切な化学的性質と適切な物理的特性を保証するには、プロセスを厳密に制御する必要があります。ワイヤ価格を下げるためにプロセスの早い段階で手を抜くと、最終製品の性能が低下する可能性があります。「Forgedmoly」のワイヤーは一貫して最高基準に基づいて製造されており、一貫して優れたパフォーマンスを発揮することに自信を持っていただけます。
鉱石からタングステンを精製することは、従来の精錬では実行できません。タングステンあらゆる金属の中で最も高い融点を持っています。タングステンは、一連の化学反応を通じて鉱石から抽出されます。正確なプロセスはメーカーや鉱石の組成によって異なりますが、鉱石は粉砕され、その後焙煎され、および/またはさまざまな化学反応、沈殿、洗浄を経て、パラタングステン酸アンモニウム(APT)が得られます。APT は市販されているか、さらに酸化タングステンに加工することができます。酸化タングステン水素雰囲気中で焙煎して、副産物として水を含む純粋なタングステン粉末を生成できます。タングステン粉末 ワイヤーを含むタングステンミル製品の出発点です。
純粋なタングステン粉末が手に入ったので、ワイヤーはどうやって作るのですか?
1. プレス
タングステン粉末ふるいにかけて混ぜます。結合剤を添加してもよい。一定量を秤量してスチール製の型に入れ、プレス機に投入します。粉末は、凝集性がありながらも壊れやすいバーに圧縮されます。型を分解し、バーを取り外します。写真はこちら。
2. 仮焼結
壊れやすい棒を耐火金属ボートに置き、水素雰囲気の炉に装填します。高温により材料が結合し始めます。材料の密度は全密度の約 60% ~ 70% で、粒子の成長はほとんどまたはまったくありません。
3. 本焼結
バーは専用の水冷処理ボトルに充填されます。バーに電流が流れます。この電流によって発生する熱により、バーは最大密度の約 85% ~ 95% まで密度が高まり、15% 程度収縮します。さらに、バー内でタングステンの結晶が形成され始めます。
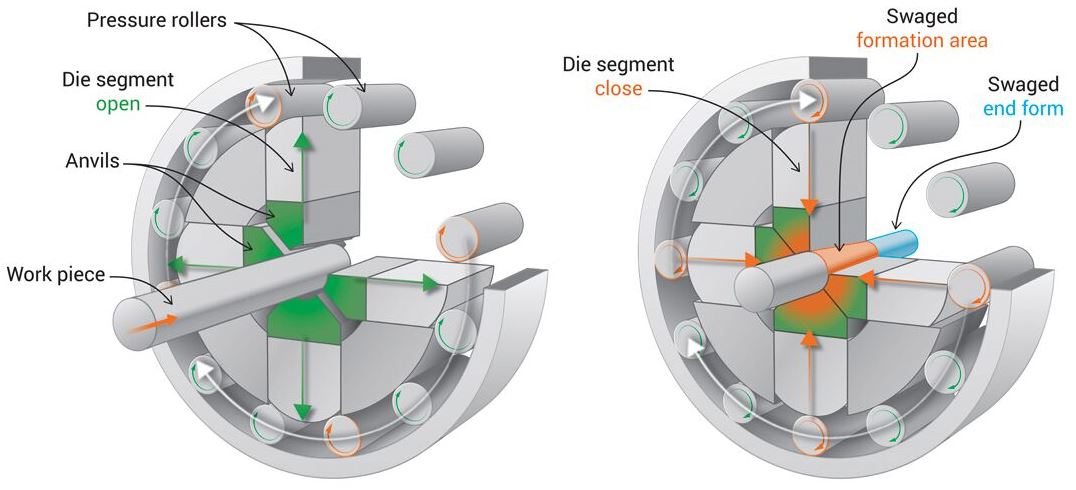
4.かしめ加工
タングステン棒は強度が増しましたが、室温では非常にもろくなります。温度を 1200 °C ~ 1500 °C に上げると、より展性が高くなります。この温度では、バーをスエージャーに通すことができます。スエージャーは、毎分約 10,000 回の打撃でロッドを叩くように設計されたダイスにロッドを通すことにより、ロッドの直径を小さくする装置です。通常、スエージャーはパスごとに直径を約 12% 縮小します。スエージ加工により結晶が引き伸ばされ、繊維状の構造が形成されます。これは最終製品の延性と強度にとって望ましいことですが、この時点でロッドを再加熱して応力を緩和する必要があります。スエージ加工は、ロッドが 0.25 ~ 0.10 インチになるまで続けられます。
5. 描画
約 0.10 インチのスウェージワイヤをダイスを通して引き抜いて直径を小さくできるようになりました。ワイヤは潤滑され、炭化タングステンまたはダイヤモンドのダイスを通して引き抜かれます。直径の正確な減少は、正確な化学的性質とワイヤの最終用途によって異なります。ワイヤーが伸線されると、繊維は再び伸び、引張強度が増加します。特定の段階では、さらなる処理を可能にするためにワイヤをアニールする必要がある場合があります。ワイヤは直径 0.0005 インチまで細く伸線できます。

これは、複雑で厳密に制御されたプロセスを簡素化したものです。さらに詳細な情報が必要な場合、またはご質問がある場合は、お問い合わせください。
投稿時間: 2020 年 7 月 30 日