
Fazendofio de tungstênio é um processo complexo e difícil.O processo deve ser rigorosamente controlado para garantir a química adequada, bem como as propriedades físicas adequadas do fio acabado.Cortar atalhos no início do processo para reduzir os preços dos fios pode resultar em baixo desempenho do produto acabado.Você pode ter certeza de que o fio da 'Forgedmoly' foi fabricado de forma consistente de acordo com os mais altos padrões e terá um desempenho consistentemente bom.
O refino de tungstênio a partir do minério não pode ser realizado pela fundição tradicional, uma vez quetungstêniotem o ponto de fusão mais alto de qualquer metal.O tungstênio é extraído do minério por meio de uma série de reações químicas.O processo exato varia de acordo com o fabricante e a composição do minério, mas os minérios são triturados e depois torrados e/ou enviados através de uma variedade de reações químicas, precipitações e lavagens para obter paratungstato de amônio (APT).O APT pode ser vendido comercialmente ou posteriormente processado em óxido de tungstênio.Óxido de tungstêniopode ser torrado em atmosfera de hidrogênio para criar pó de tungstênio puro com água como subproduto.Pó de tungstênio é o ponto de partida para produtos laminados de tungstênio, incluindo fios.
Agora que temos pó de tungstênio puro,como fazemos fio?
1. Pressionando
Pó de tungstênioé peneirado e misturado.Um fichário pode ser adicionado.Uma quantidade fixa é pesada e carregada em um molde de aço que é carregado em uma prensa.O pó é compactado em uma barra coesa, porém frágil.O molde é desmontado e a barra removida.Foto aqui.
2. Presinterização
A frágil barra é colocada em um barco de metal refratário e carregada em um forno com atmosfera de hidrogênio.A alta temperatura começa a consolidar o material.O material tem cerca de 60% a 70% da densidade total, com pouco ou nenhum crescimento de grãos.
3. Sinterização Completa
A barra é carregada em uma garrafa especial de tratamento resfriada a água.A corrente elétrica passará pela barra.O calor gerado por esta corrente fará com que a barra se densifique até cerca de 85% a 95% da densidade total e encolha cerca de 15%.Além disso, cristais de tungstênio começam a se formar dentro da barra.
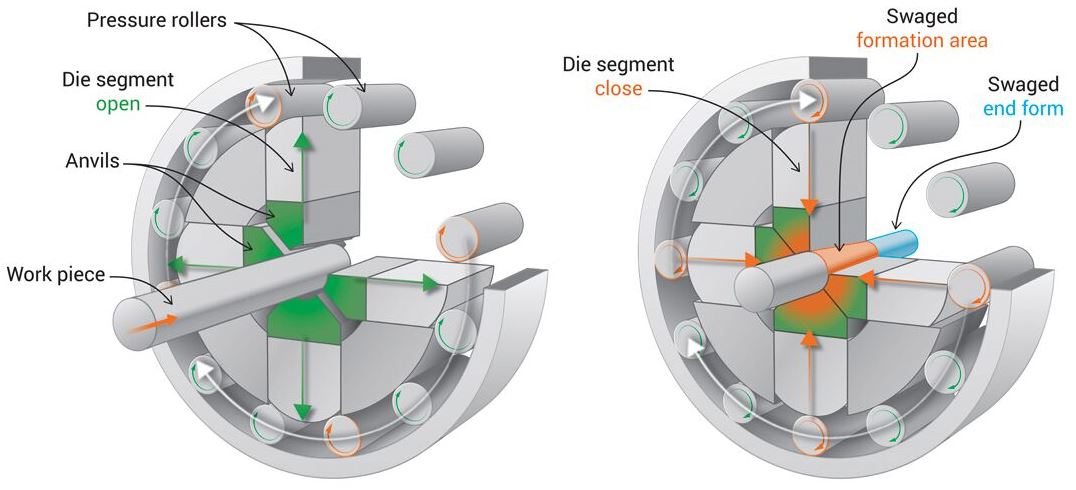
4. Estampagem
A barra de tungstênio agora é forte, mas muito frágil à temperatura ambiente.Pode tornar-se mais maleável aumentando a sua temperatura para entre 1200°C e 1500°C.A esta temperatura, a barra pode ser passada através de um swager.Um swager é um dispositivo que reduz o diâmetro de uma haste, passando-a por uma matriz projetada para martelar a haste a cerca de 10.000 golpes por minuto.Normalmente, um swager reduzirá o diâmetro em cerca de 12% por passagem.A estampagem alonga os cristais, criando uma estrutura fibrosa.Embora isto seja desejável no produto acabado em termos de ductilidade e resistência, neste ponto a haste deve ser aliviada por reaquecimento.A estampagem continua até que a haste esteja entre 0,25 e 0,10 polegadas.
5. Desenho
Fio estampado de cerca de 0,10 polegadas agora pode ser trefilado através de matrizes para reduzir o diâmetro.Um fio é lubrificado e trefilado através de matrizes de carboneto de tungstênio ou diamante.As reduções exatas no diâmetro dependem da química exata e do uso final do fio.À medida que o fio é trefilado, as fibras se alongam novamente e a resistência à tração aumenta.Em certas fases, pode ser necessário recozer o fio para permitir processamento posterior.Um fio pode ser trefilado com até 0,0005 polegadas de diâmetro.

Esta é uma simplificação de um processo complexo e rigorosamente controlado.Caso necessite de informações mais detalhadas ou tenha alguma dúvida entre em contato conosco.
Horário da postagem: 30 de julho de 2020